
1/ Biến dạng uốn
1.1/ Biến dạng dẻo
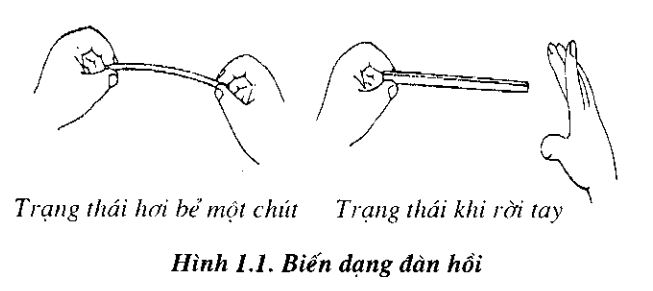
Khi hai tay cầm hai đầu một thanh kim loại mỏng khẽ bẻ, giữ nguyên trạng thái đó và quan sát ta thấy thanh kim loại đã bị biến dạng cong nhưng khi ta rời tay thì thanh kim loại lại trở về trạng thái thẳng ban đầu.
Có nghĩa là khi tác dụng một ngoại lực thì kim loại bị biến dạng nhưng khi ngoại lực mất đi thì lại quay trở về trạng thái ban đầu.
Đây được gọi là biến dạng đàn hồi.
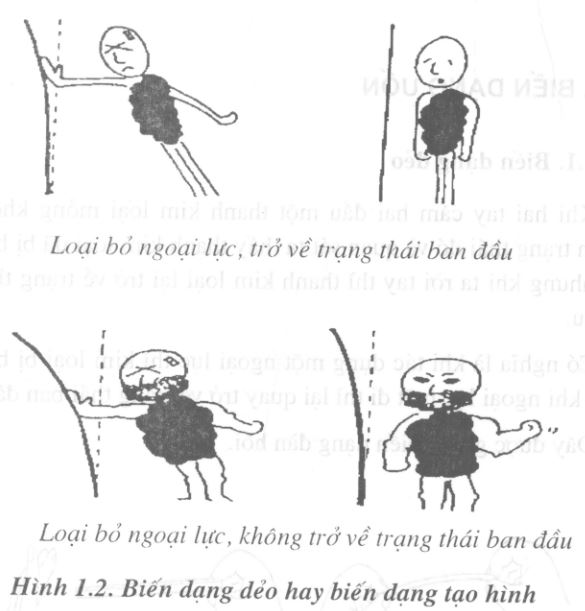
Tuy nhiên nếu bẻ mạnh hơn nữa thì thanh kim loại có thể sẽ bị cong hẳn. Khi đó dù có bỏ tay ra thanh kim loại cũng không trở về trạng thái ban đầu nữa. Có nghĩa là dù có loại bỏ ngoại lực thì cũng không thể khôi phục lại hình dạng ban đầu.
Hiện tượng duy trì trạng thái biến dạng này được được gọi là biến dạng dẻo hay biến dạng tạo hình.
Việc gia công để tạo ra các biến dạng tạo hình này được gọi là gia công tạo hình. Gia công uốn được gọi là gia công tạo hình.
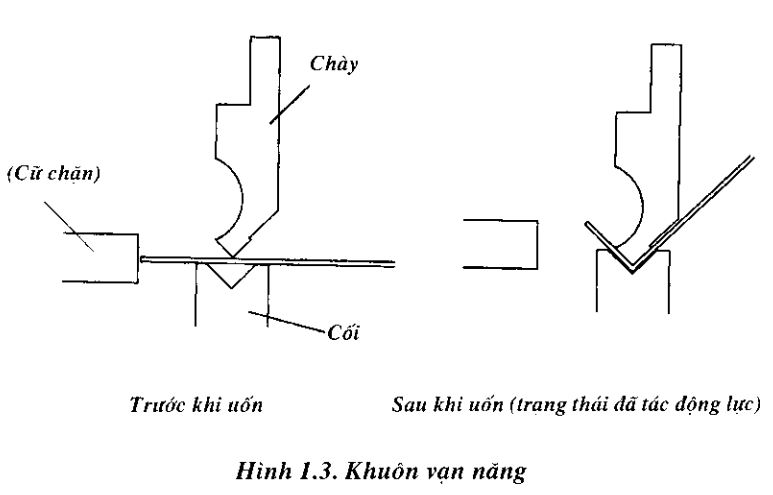
Khuôn của máy uốn có rất nhiều chủng loại và hình dáng để có thể gia công ra những sản phẩm có hình dạng từ đơn giản đến phức tạp. Thông thường người ta sử dụng loại khuôn đơn giản và tiến hành gia công thành nhiều công đoạn. Loại khuôn kiểu này được gọi là loại khuôn vạn năng. có thể sử dụng để gia công nhiều kiểu hình. Loại khuôn vạn năng có cấu tạo bao gồm cối hình chữ V lõm và chày hình chữ V lồi.
2/ Đàn hồi ngược (spring back) và đàn hồi thuận (spring in)
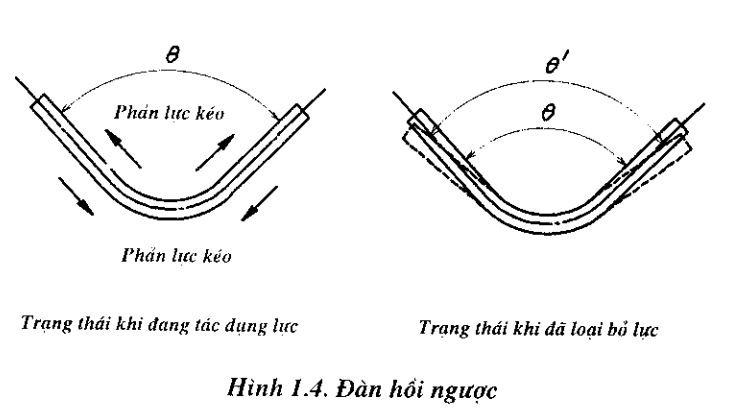
Khi ta tác dụng một ngoại lực vượt quá giới hạn đàn hồi để làm biến dạng kim loại, khi loại bỏ ngoại lực thì kim loại có xu hướng quay trở về trạng thái ban đầu dù chỉ là một chút ít. Nguyên nhân là do tính đàn hồi dù chỉ tồn tại một chút thôi cũng khiến cho kim loại bị đẩy về trạng thái cũ. Đặc biệt trong gia công uốn, lực nén xuất hiện ở mặt trước và lực kéo xuất hiện ớ mặt sau của tấm kim loại thì sẽ phát sinh ra phản lực được biểu diễn như hình dưới đây, cho nên cho dù có uốn đến góc độ cần thiết thì tấm kim loại cũng sẽ bị đàn hồi trở lại như biểu diễn trong hình vẽ. Hiện tượng này được gọi là đàn hồi ngược (spring back).
Lực đàn hồi thường tập trung ở phần góc nhưng còn tuỳ thuộc vào tính chất vật liệu, chiều dày, áp lực và bán kính uốn mà có sự thay đổi nên việc dự đoán chính xác lực này là rất khó.
Đàn hồi thuận (spring in) là hiện tượng xảy ra trong quá trình uốn chữ V.
Trong quá trình uốn, vật liệu được đặt giữa chày và cối ban đầu sẽ tì lên hai vai của cối như trạng thái cong.
Tiếp tục quá trình uốn thì vật liệu sẽ biến dạng qua các mức. Có nghĩa là điểm tựa của vật liệu sẽ di chuyển dọc theo đường dốc của thân cối. Phần kim loại nằm ở bên ngoài điểm tựa sẽ tách ra khỏi đường dốc của thân cối và chạm vào chày và bị đập ngược lại do chày.
Tiếp tục quá trình uốn thì cuối cùng vật liệu sẽ bị ép giữa chày và cối và sẽ có hình dạng gần giống với hình dạng của chày (hình 1.5d).
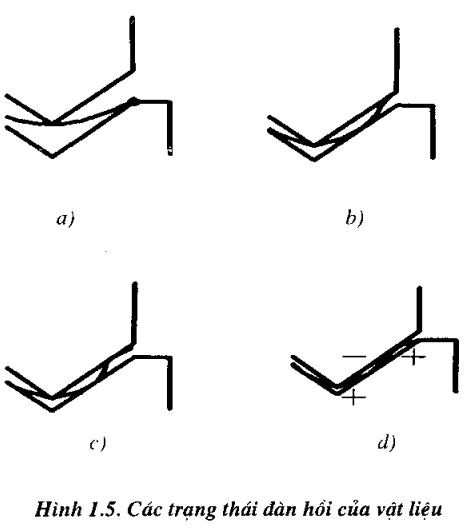
Khi đó vật liệu có thể coi là sự kết hợp liên tiếp từng phần được tạo thành do nguyên nhân của đàn hồi ngược (+) và đàn hồi thuận (-).
Do đó tuỳ thuộc vào cách tác dụng lực mà tạo nên vật có cả trạng thái của đàn hồi ngược và đàn hồi thuận.
Xu hướng của hiện tượng đàn hồi ngược:
- Vật liệu mà có giới hạn đàn hồi cao thì hiện tượng đàn hồi ngược lớn (Ví dụ: SPCC có đàn hồ ngược nhỏ hơn SUS)
- Bán kính uốn R càng lớn thì đàn hồ ngược càng lớn. (Ví dụ: Trong trường hợp bán kính uốn R=2t (t là chiều dày tấm kim loại), đàn hồi ngược nhỏ hơn trường hợp bán kính uốn R-5t.)
3/ Lớp trung gian và sự dịch chuyển của lớp trung gian
Giả sử ta tiến hành gia công uốn vật liệu bằng chày và cối. sau khi kết thúc gia công hình chữ V thì mặt bên trong sẽ phát sinh biến dạng nén và mặt ngoài sẽ phát sinh biến dạng kéo.
Độ lớn của sự biến dạng này sẽ lớn nhất ở bề mặt của tấm kim loại và nhỏ dần khi đi sâu vào trong chiều dày tấm, ở phần trung tâm xuất hiện lớp kim loại mà không có biến dạng nén lẫn biến dạng kéo. Lớp kim loại này được gọi là lớp trung gian và được thể hiện trên đường X-X.

Vị trí của lớp trung gian này ở phần trung tâm của chiều dày tấm kim loại khi bán kính uốn trong (ir) lớn hơn 5 lần chiều dày, nếu nhỏ hơn thì chiều dày giảm dần từ t thành t’ và lớp trung gian sẽ di chuyển vào phía bên trong.
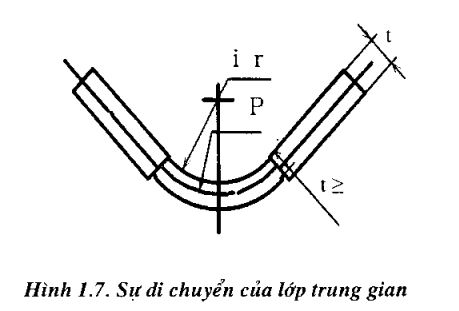
Nếu gọi bán kính của lớp trung gian là p thì thông thường ta có:
- ir>5t thì p-ir = 0.5t
- ir < 5t thì p – ừ = (0.25 – 0.4)t
Việc lớp trung gian di chuyển vào trong khi chiều dày của vật liệu giảm, đơn giản có nghĩa là vật liệu đã bị kéo dài ra. Mức kéo này là không dự đoán được, nếu ta lấy vị trí giữa tấm vật liệu làm kích thước tính khai triển của phôi thì kích thước của sản phẩm uốn sẽ trở thành lớn quá.
Lớp trung gian dù là kéo hay nén thì cũng không thay đổi chiều dài so với trước khi gia công nên có thể sử dụng trong việc tính toán khai triển chiều dài vật liệu của sản phẩm gia công uốn.
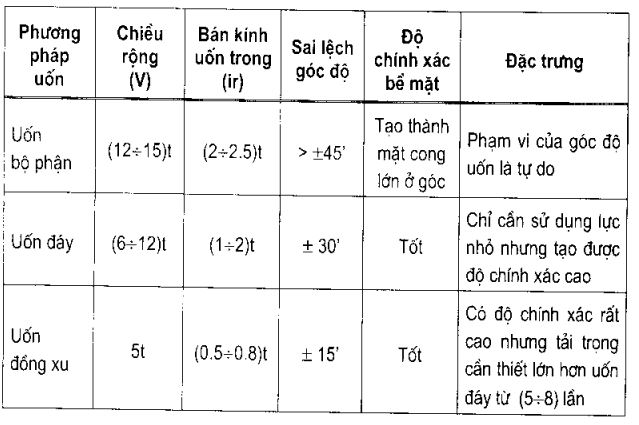
2/ Phương pháp uốn
Có 3 phương pháp bao gồm: uốn bộ phận (part bending), uốn đáy (bottoming) và uốn đồ xu (coining). Trong đó uốn bộ phận và uốn đáy được gọi là uốn không khí (air bending).

2.1/ Sơ đồ lực và góc độ uốn
Khi tác dụng lực lẽn trên tấm vật liệu phẳng và biển diễn sự biến đổi của nó trên đổ thị ta được một đường cong như dưới đây. Đổ thị này được gọi là sơ đổ lực và góc độ uốn, tuỳ từng vật liệu khác nhau mà ta có sơ đổ khác nhau.
Sơ đổ dưới đây là sơ đổ của SPPC, trục tung là lực uốn kN/m (số kN trẽn lm chiều dài uốn) và trục hoành lã góc độ uốn 0(’ (góc độ uốn sau khi hình dạng đã được tạo thành).
Điểu kiện gia công:
- Vật liệu: SPPC
- Chiéu đày: 1.6 mm
- Chiều dài đường uốn:1 m
- Góc chày: 90 độ
- Chiều rộng V: 10 mm
- Góc cối: 90 độ
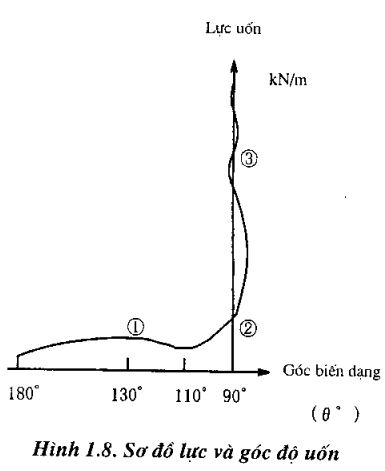
Khi tác dụng lực vào vật liệu được đặt giữa chày và cối, ban đầu chỉ tác dụng một lực mà không hề làm cong vật liệu sau đó từ từ gia tăng lực và việc uốn được nhanh chóng diễn ra.
Ở giai đoạn đầu, với sự thay đổi giá trị lực nhỏ nhưng sự biến đổi góc lớn và ở giá trị góc uốn 130° giá trị lực đạt cao nhất (100 kN/m, điếm (D).
Từ góc độ uốn 100° trở đi thì biến đổi góc giảm dần nhưng ngược lại, lực tác dụng lại tăng lên và đạt giá trị khoảng 120 kN/m tại góc 90″. Khi đó lực được gọi là tải trọng cần thiết “necessary tonnage” (điểm ©).
Tiếp tục gia tăng lực thì góc uốn sẽ chỉ thay đổi khoảng (3 -i- 4)° so với góc 90°. có nghĩa là góc uốn nhọn. Khi góc uốn trở thành góc nhọn, nếu ta tiếp tục tác dụng lực lớn hơn thì nó lại một lần nữa quay trở về góc 90°. Lực khi đó sẽ gấp khoảng 6 lần so với tải trọng cần thiết, do sự gia tăng áp lực mạnh mà sự biến đổi góc là rất ít (điểm (D).
Điểm ® thể hiện uốn bộ phận.
Điểm © thể hiện uốn đáy.
Điểm CD thể hiện uốn đồng xu.
2.2/ Bôn phận uốn

a/ Khái Niệm
Đây là phương pháp uốn vật liệu với 3 điểm là 2 vai A và B của cói chữ V và đỉnh chày C.
b/ Đặc Điểm
Phạm vi góc uốn là tự do nên giả sử ta sử dụng khuôn uốn góc 30″ thì phạm vi góc uốn là từ 180(l đến 30° nghĩa là tất cả các kiểu góc từ uốn góc vuông, uốn góc nhọn và uốn góc tù.
Độ chính xác góc uốn là thấp nhất trong 3 phương pháp uốn.
c/ Chiều Rộng V (khoảng cách hai vai cối)
Chiều rộng V trong uốn bộ phận lớn hơn so với phương pháp uốn đáy và bằng khoảng (12 -7-15) lần chiều dày vật liệu là tốt nhất.
2.3/ Uốn Đáy (botloming)
a/ Khái niệm
Đây là phương pháp uốn mà trong thuật ngữ tiếng Anh có nghĩa là “ấn đáy” hoặc “chọc đáy”, là phương pháp uốn vật liệu tại mặt chữ V của khuôn.
b/ Đặc Điểm
Uốn đáy là phương pháp có thể đạt được độ chính xác cao với lực tác dụng tương đối nhỏ.
c/ Chiều rộng V
Chiều rộng V trong uốn đáy là giá trị được tính toán dựa trên chiều dày vật liệu và hệ số tương ứng với chiều dày.

Ví dụ:
- Chiều dày: 1.6 mm V – 6 t – 6 X 1.6 = 9.6 Chọn v= LO (mm)
- Chiều dày: 3.2 mm V = 8 t = 8 X 3.2 = 25.6 Chọn v=25 (mm)
Bảng chiều rộng V trên chỉ là một bảng để tham khảo, còn việc quyết định chiều rộng V còn phải phụ thuộc vào các yếu tố khác như bán kính uốn, chiều rộng mép uốn nhỏ nhất.
d/ Bán Kính Uốn Của Mặt Cong
Tại các góc uốn của vật liệu đều có cung tròn. Trong đó người ta gọi bán kính uốn của mặt trong là bán kính trong hoặc ir (inside radius). ir trong uốn đáy theo kinh nghiệm thực tế là bằng 1/6 chiều rộng V. Có nghĩa là ir = V/6
Ví dụ:
- Khi V = 6 mm thì ir = 6/6 = 1 mm
- Khi V = 12 mm thì ir = 12/6 = 2 mm
- Khi V = 6t thì ir = 6t/6 = t (mm)
Nếu ir = t thì ir được gọi là ir tiêu chuẩn hay bán kính chiều dày, có rất nhiều sản phẩm với bán kính chiều dày.

e/ Góc Độ Của Khuôn
Uốn đáy là phương pháp uốn chịu ảnh hưởng của đàn hồi ngược. Vì vậy áp dụng lực đàn hồi ngược để tiến hành uốn được sử dụng rất nhiều và đây cũng là lý do mà trong góc độ khuôn của uốn 90° lại có 88°, 86°, 85 , 84°, 80°.
Trong uốn đáy thì nguyên tắc là góc độ của phần đầu chày phải bằng với góc độ V của cối.
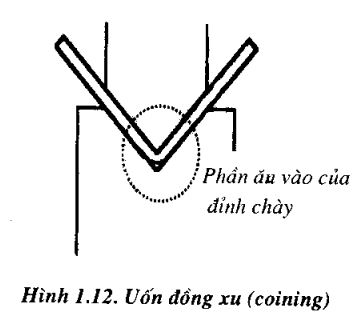
2.4/ Uốn Đồng Xu
a/ Khái Niệm
Đây là phương pháp uốn mà phần đỉnh chày ăn sâu vào vật liệu làm triệt tiêu đàn hồi ngược phát sinh do áp lực bề mặt giữa chày và cối.
b/ Đặc Điểm
Phương pháp uốn này có độ chính xác rất cao và có thể đạt được bán kính trong rất nhỏ. Tuy nhiên cũng cần lực tác dụng lớn hon khoảng (5 ÷ 8) lần so với tải trọng cần thiết (uốn đáy).
c/ Chiều Rộng V
Chiều rộng V sử dụng trong phương pháp uốn này nhỏ hơn so với phương pháp uốn đáy: Chiều rộng V bằng 5 lần chiều dày vật liệu với hai lý do sau:
- Khi ir nhỏ thì lực ăn sâu vào trong của phần đỉnh chày nhỏ đi.
- Khi diện tích của bề mặt chữ V nhỏ thì áp lực lên bể mặt vật liẹu lớn.
Cả hai lý do trên đều để nhầm mục đích không tác dụng Lực thừa.
d/ Góc Độ Khuôn
Không giống như uốn đáy, phương pháp uốn này không có đàn hồi ngược nên góc độ khuôn sẽ bằng với góc của sản phẩm.
e/ Giới hạn gia công của uốn đông xu
Đáy là phương pháp uốn cần lực tác dụng lớn, với tấm kim loại SPCC dày 1.6 mm thì cứ 1 m chiều dài uốn cần 750 kN, với chiều dày 2 mm cẩn 1150 kN.
Mặc dù còn tuỳ thuộc vào khả năng chịu lực của khuôn sử dụng nữa nhưng nói chung giới hạn chiều dày vật liệu gia công không vượt quá 2 mm.
2.5/ Sử dụng phương pháp uốn
Dưới đây là bảng so sánh về 3 phương pháp uốn. Việc lựa chọn phương pháp nào trong số 3 phương pháp này sẽ được qưyết định dựa trên mục đích và tính năng sử dụng của sản phẩm. Hơn nữa còn cần phải làm thế nào để phát huy được các ưu điểm của từng phương pháp uốn.
3/ Lực uốn
Lực uốn là cơ sở để tính toán xem với máy uốn hiện tại có khả năng thực hiện được hay không và dùng khi lựa chọn loại máy mới.
Hơn nữa để đảm bảo rằng khuôn không bị hỏng thì việc biết được lực uốn là điều rất quan trọng.
3.1/ Công thức tính toán lực uốn
Lực cần thiết trong uốn V được tính theo công thức sau:

Trong đó:
- P: Lực cần thiết trong uốn V (kN)
- L: Chiều dài uốn (m)
- C: Hệ số bù
- t: Chiều dày vật liệu (mm)
- V: Chiều rộng V của khuôn uốn
- ơh: Giới hạn bền vật liệu (N/mm2)
Với: Giá trị С – hệ số bù thay đổi tuỳ thuộc vào tỷ số v/t, khi v/t càng nhỏ thì giá trị С càng lớn.
Tuy nhiên trên đây chỉ căn cứ vào một dữ liệu (tỷ số v/t), nếu dựa vào dữ liệu khác thì giá trị с sai lệch tới khoảng 15%. Như vậy giá trị С không chỉ phụ thuộc vào tỷ số v/t và điều này làm cho công thức không hoàn toàn chính xác.
Hơn nữa trong quá trình gia công sản phẩm mà thực hiện tính toán lực uốn theo công thức thì nhiều khi cũng không thích hợp về mặt năng suất. Vì vậy, ta sử dụng bảng thể hiện mối quan hệ giữa lực tác dụng trên 1 m chiều dài uốn và chiều rộng V sử dụng.
Tuy nhiên, ta phải hiểu rõ 4 mối quan hệ dưới đáy rút ra từ công thức trên.
- Lực uốn tỷ lệ nghịch với chiều rộng V.
- Lực uốn tỷ lệ thuận với chiều dài uốn.
- Lực uốn tỷ lộ thuận với bình phương chiều dày vật liệu.
- Lực uốn tỷ lệ thuận với giới hạn bền của vật liệu.
Trong đó giá trị С theo tỷ số v/t như sau:

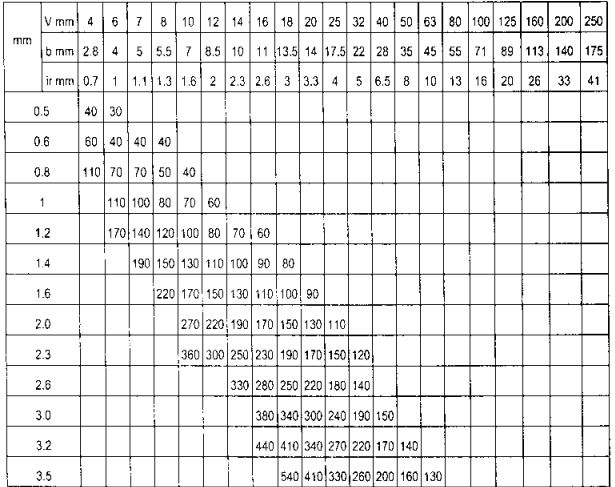
3.2/ Cách xem bảng lực uốn
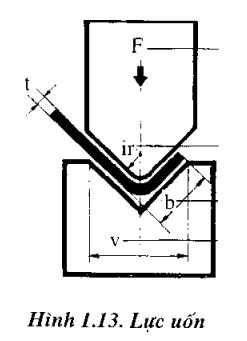
Khi đã có chiều dày và bán kính uốn trong của sản phẩm thì từ bảng sau ta có thể biết được:
- Áp lực cần thiết cho 1 m chiều dài uốn
- Chiều rộng V của khuôn sử dụng
- Chiều rộng mép uốn nhỏ nhất đạt được khi uốn.
- t : Chiều dày (vật liệu có giới hạn bền 450 -ỉ- 500N/mm2)
- F: Áp lực trên lm chiều dài uốn (kN/m)
- ir: Bán kính uốn trong (mm) b: Chiều rộng mép uốn nhỏ nhất (mm)
- V: Chiều rộng V của cối (mm)
Chú ý: Chiều rộng V của cối thông thường dựa vào bảng sau.


4/ Chiều dài khai triển
Khi tiến hành uốn thì cần thiết biết kích thước khai triển của sản phẩm uốn.
Như đã trình bày trong phần 1.3, khi tiến hành uốn thì phần mặt trong sẽ phát sinh biến dạng nén và phẩm mặt ngoài phát sinh biến dạng kéo. Còn phần trung tâm của chiều dày (lớp trung gian) không tồn tại cá biến dạng nén lần biến dạng kéo. Có nghĩa là phần lớp trung gian không thay đổi chiều dài sau khi uốn nên sẽ được sử dụng trong tính toán kích thước khai triển.
Đương nhiên đây là tính toán trên lý thuyết nên chỉ là một giá trị gần đúng, để được chính xác cần tiến hành uốn thử. VỊ trí của lớp trung gian thay đổi tùy thuộc vào bán kính trong (ir).
4.1/ Trường hợp ir > 5t
Nếu ir mà lớn hơn hoặc bằng chiều dày thì ngay cả ở vị trí uốn, chiều dày cũng không thay đổi. Có nghĩa là lớp trung gian sẽ nằm ở đường tâm của chiều dày (t/2).
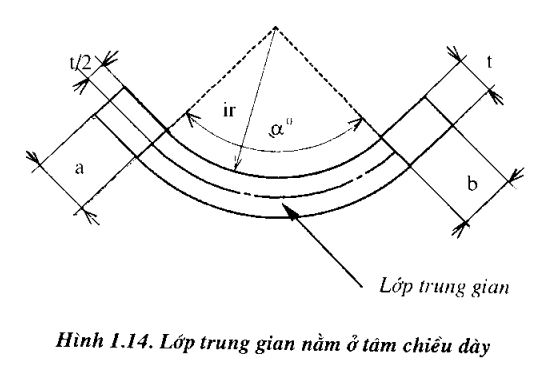
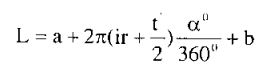
- Bán kính lớp trung gian của phần cong: (ir + t/2)
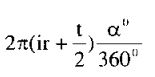
- Chiều dài phan cong cua lớp trung gian:
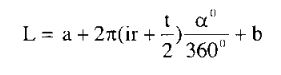
Chiều dài khai triển trong hình trên bao gồm cả phần đường thẳng (không bị uốn) sẽ là:
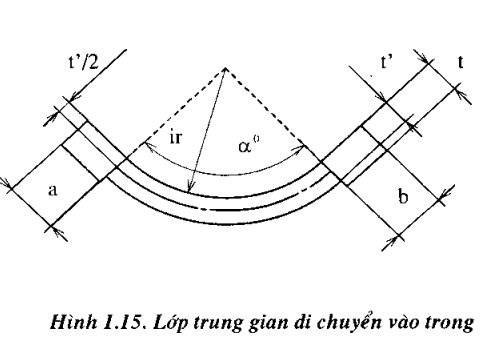
4.2/ Trường hợp ir < 5t
Khi giá trị ir nhỏ so với chiều dày (ir < 5t) thì khi tấm kim loại bị kéo, chiều dày sẽ giảm (t thành t’) và lớp trung gian sẽ di chuyển vào trong.
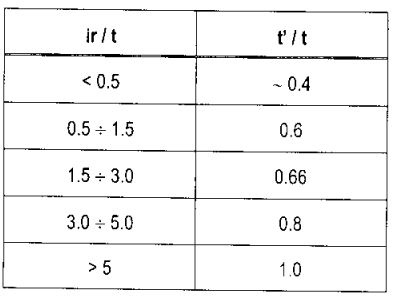
Mối quan hệ giữa bán kính trong ir và chiều dày t’ được thể hiện trong bảng sau:
Chiều dài khai triển cũng tính giống như trường hợp ir > 5t:
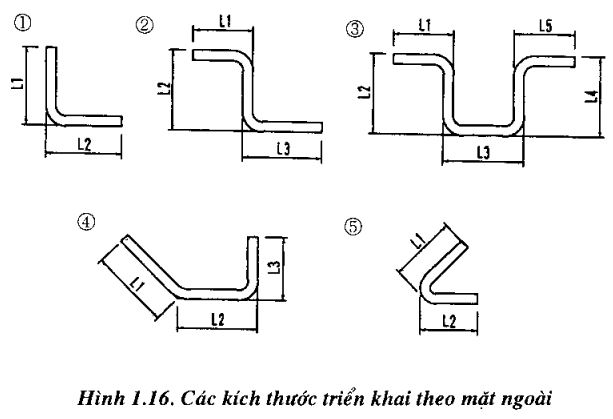
4.3/ Cách tính kích thước khai triển theo mặt ngoài
Việc tính toán kích thước khai triển theo lớp trung gian bằng phương pháp đưa ra ở phần trên trong trường hợp có nhiều vị trí uốn sẽ phức tạp. Vì vậy ta sử dụng phương pháp tính kích thước khai triển theo mặt ngoài. Phương pháp này trước hết là tính tổng toàn bộ kích thước ngoài của sản phẩm sau đó trừ đi giá trị bù uốn của tất cả những chỗ uốn.
Trong các hình vẽ dưới đây. kích thước khai triển theo mặt ngoài là các kích thước: Ll, L2, L3, L4 và L5.
Chiều dài khai triển trong mỏi dạng uốn ở trên với giá trị bù C1 cho uốn 90°, giá trị bù C2 cho uốn góc tù, giá trị bù C3 cho uốn góc nhọn được tính như sau:
- L1 +L2-C1
- L1 +L2 + L3-2C1
- L1 +L2 + L3 + L4 + L5-4C1
- LI +L2 + L3-C1 -C2
- LI + L2-C3
Hiện nay có những máy uốn có gắn bộ điều khiển số NC tự tính toán ra giá trị bù. Tuy nhiên tuỳ từng nhà sản xuất gắn các điều kiện khác nhau về cách tính cho NC của họ và đương nhiên đây được coi là bí mật công nghệ (Know How) không phổ biến ra ngoài.
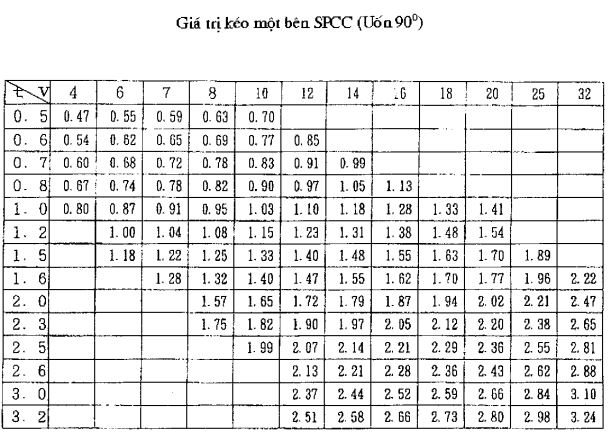
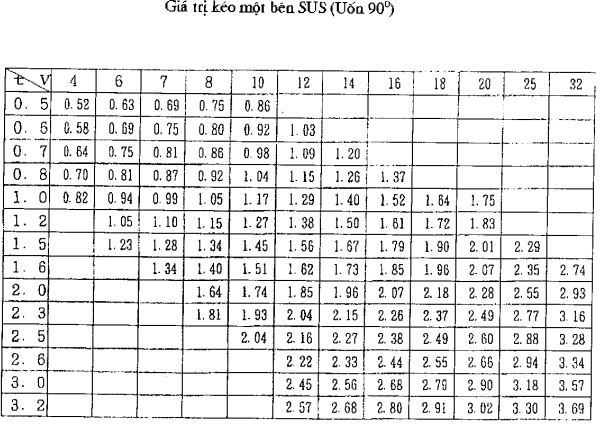
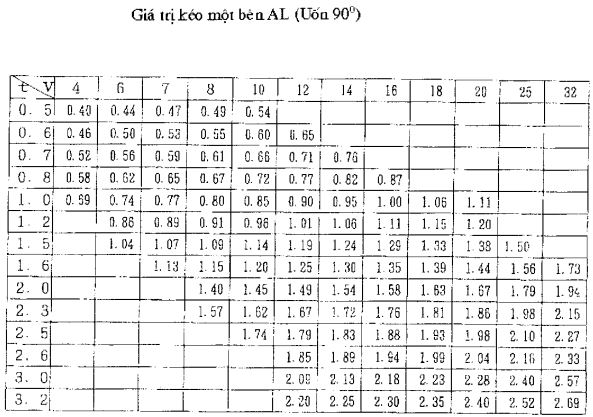
5/ Giá trị bù
5.1/ Định nghĩa
Người ta gọi chênh lệch giữa kích thước ngoài H sau khi uốn (kích thước mép uốn) và kích thước cữ chặn L trong khi uốn là giá trị kéo một bồn, gấp đôi giá trị kéo một bên này được gọi là giá trị bù (hay cũng có thể gọi là giá trị kéo hai bên).
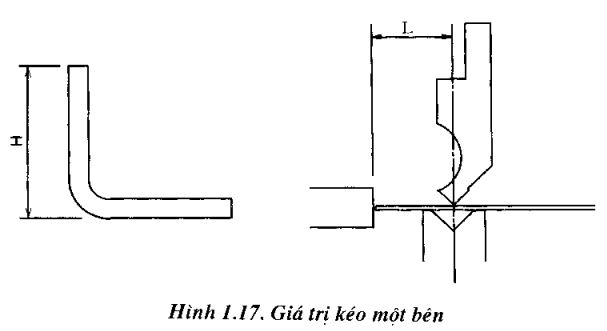
H – L: Giá trị kéo một bên
Giá trị kéo một bên X 2 = Giá trị kéo hai bên.
5.2/ Các yếu tố quyết định giá trị bù
Các yếu tố ảnh hưởng đến giá trị bù: Chiều dày, loại vật liệu, chiều rộng V của cối, góc uốn, phương pháp uốn (loại uốn không khí hay uốn kiểu đồng xu), bán kính uốn trong (ir), bán kính của chày, hướng uốn so với thớ vật liệu, lô hàng sản xuất…
Theo đó khi đòi hỏi độ chính xác cao trong tính toán thì cần tiến hành uốn thử bằng cách sử dụng mẫu vật liệu ớ cùng một ló để tìm ra giá trị bù cho loại vật liệu đó.
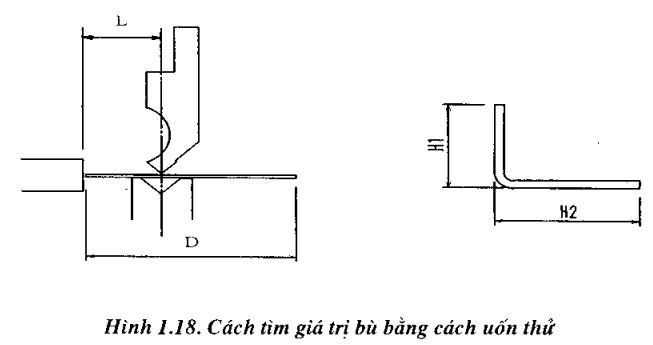
5.3/ Cách tìm giá trị bù bằng cách uốn thử
a/ Cách I
- Tính giá trị D – chiều dài khai triến.
- Tiến hành uốn 90° một cách thật chính xác với kích thước cữ chặn (kích thước L) tuỳ V. Trong trường hợp này không cần thiết phải biết chính xác kích thước cữ chặn.
- Tính kích thước mép H] và H2 sau khi uốn.
- (H 1 + H2) – D = Giá trị kéo hai bên.
Giá trị kéo hai bên/2 – Giá trị kéo một bên
Với phương pháp trên nếu ta tiến hành uốn với kích thước cữ chặn L = D/2 mà được kết quả H1 = H2 thì kích thước L đó là chính xác.
Nếu trường hợp HI * H2 thì cần kiểm tra xem có phải là do dung sai kích thước cữ chặn hay vật liệu sử dụng không đồng nhất về thành phần kim loại.
b/ Cách 2
Nếu kích thước cữ chặn mà chính xác thì chênh lệch giữa kích thước ngoài sau khi uốn (chiều rộng mép uốn) và kích thước cữ chặn khi uốn là giá trị kéo một bên như được trình bày trong phần 5.1, gấp đôi giá trị kéo một bên ta được giá trị bù.




















{kind=link}