
Trục khuỷu
Là chi tiết trung gian nối giữa nguổn chuyển đông trục khuỷu. Nó làm nhiêm vụ truyền lực tác dụng từ nguổn chuyển đông xuống làm quay trục khuỷu và làm biến đổi chuyển đông tịnh tiến thành chuyển đông quay hoặc chuyển đông quay thành chuyển đông tịch tiến.
Kiểm tra sơ bộ
+ Dùng mắt quan sát, phát hiên các vết cào xước cháy rỗ rạn nứt + Kiểm tra đô ô van: – Dùng panme trong kiểm tra đô mòn của côn, ô van của từng cổ mỗi cổ đo 3 vị trí cách má khuỷu 3-8mm. Đô ô van xác định bằng hiêu số 2 đường kính vuông góc đo được trên cùng môt tiết diên (mặt cắt ngang) trục – Đô côn xác định bằng hiêu 2 đường kính trong cùng môt mặt phẳng dọc đường tâm trục ở 2 vị trí đo
– Đô côn, ô van cho phép không quá 0,05mm Nếu lớn hơn thì phải mài lại theo cốt sửa chữa.
+ Kiểm tra đô côn xoắn :
– Lắp trục khuỷu lên 2 gối đỡ ( hoặc lắp lên 2 mũi chống tâm )dùng đổng hổ so đô cong của trục tại vị trí của trục ở giữa.
– Lắp trục khuỷu lên gối đỡ ( hoặc lắp trên 2 mũi chống tâm )đo chiều cao của 2 cổ biên cùng phương hiêu sô của 2 trị số đo được đó là đô xoắn của trục.
Nguyên nhân gây hư hỏng
Các cổ trục và cổ biên bị mòn và không đều gây nên côn và ô van các cổ trục
– Do trục chịu tải trọng nặng luôn thay đổi cả về phương chiều và trị số
– Do chất lượng dầu bôi trơn kém, có nhiều tạp chất bẩn trong dầu bôi trơn
– Cổ trục, cổ biên bị mòn làm tăng khe hở lắp ghép gây va đập trong quá trình làm việc.
– Bề mặt cổ trục bị cào xước dạn nứt, cháy dỗ do thiếu dầu bôi trơn, dầu bẩn
– Đôi khi trục bị cong xoắn do phụ tải thay đổi chế đô đột ngột sử dụng và sửa chữa không đảm bảo yêu cầu kỹ thuật do tháo lắp không đúng kỹ thuật.
Các phương pháp khắc phục, sửa chữa
– Nếu độ côn và độ ô van nhỏ hơn 0,05 mm và có vết xước nhỏ thì dùng giấy nhám mịn bôi dầu dùng dây quấn vào ô trục để đánh bóng lại
– Nếu độ côn và độ ô van lớn hơn thì ta phải mài lại kích thước sửa chữa. Mỗi cốt sửa chữa nhỏ đi 0,25 mm
– Nếu trục bị cong, xoắn thì phải nắn lại trên máy ép thuỷ lực
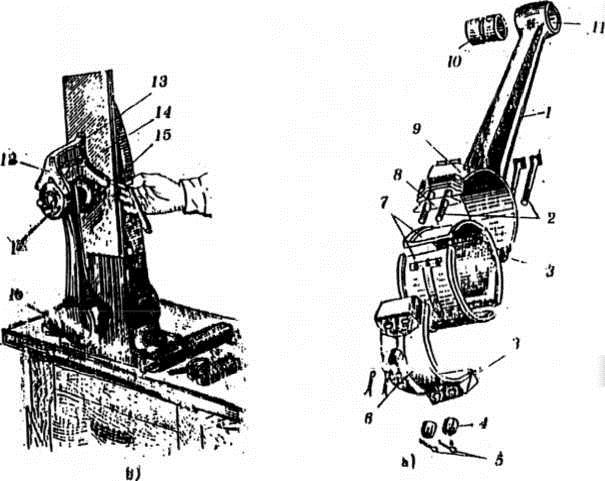
Thanh truyền
Thanh truyền là chi tiết làm việc trong điều kiện chịu áp lực phức tạp luôn thay đổi cả về phương chiều và trị số
| Hình 10.1: Thanh truyền |
Sự hư hỏng của thanh truyền
– Thanh truyền bị cong : Nó làm cho pitstong hoặc con trượt đi lêch về môt phía do đó nó làm giảm đi tính kín khít giữa pitston hoặc làm giảm đi ma sat truợt, do đó không thể tránh khỏi ma sát mà xi lanh, pitston hay mặt con trượt sẽ mòn môt cách nhanh chóng.
– Thanh truyền bị xoắn : Làm cho đường tâm của lỗ đầu của thanh truyền và đầu nhỏ của thanh truyền không cùng nằm trên cùng bề mặt của môt mặt phẳng,pitston xoay lêch đi trong xy lanh, bạc đầu to, bạc đầu nhỏ trong thanh truyền mòn nhanh, thanh truyền bị mòn rỗng chỗ đầu to, lỗ đầu nhỏ do bạc bị xoay làm khe hở lắp ghép mòn nhanh gây va đập bó kẹt khi làm việc
– Đôi khi thanh truyền bị gẫy. Bulông êcu bị nhờn gây cho pitston bị bó kẹt trong xi lanh
– Thanh truyền bị đứt gãy ảnh hưởng đến chi tíêt khác
Kiểm tra thanh truyền
– Quan sát xem bulông êcu có bị mòn không?
-Kiểm tra các lỗ phun dầu xem xét có bị tắc không?

















{kind=link}