
Trong sửa chữa các trục tâm và trục truyền chúng ta phân trục làm ba loại: trục trơn, trục bậc và trục then hoa. Khi nắn các trục cong, ta còn phân thành trục cứng và trục mềm. Trục mềm là trục có chiều dài gấp 5 lần đường kính trở lên.
Tuy vậy đối với từng trục cụ thể trong sửa chữa cũng có thể phân loại khác với chế tạo trục mới.
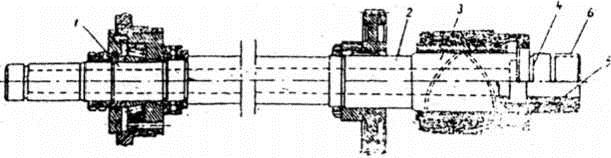
Kết cấu của trục tâm, trục truyền cơ bản giống nhau và đều dùng để đỡ các chi tiết quay. Chúng chỉ khác nhau ở chỗ: Trục truyền ngoài chịu mômen xoắn và thường quay cùng với các chi tiết lắp trên nó, còn trục tâm thường đứng yên và chỉ chịu mômen uốn thôi.
Những hư hỏng thường gặp của hai loại trục này là:
– Mòn ngỗng trụcvà mất độ nhẩn bề mặt cần thiết.
– Bị xoắn làm mất độ chính xác vị trí tương quan giữa các bộ phận
của trục (vị trí giữa các rãnh then với nhau …).
– Bị uốn.
– Bị nứt hoặc gẫy.
Trục bị mòn ngõng và mất độ nhẵn cần thiết
Sửa chữa ngông trục tới kích thước sửa chữa nhỏ hơn kích thước ban đầu
Phương pháp này thường áp dụng cho các ngõng trục làm việc trong ổ trượt babit hoặc những ổ trượt sẽ được tráng lại hoặc thay mới khi sửa chữa đổng thời với trục.
– Nếu ngõng trục mòn chưa tới 0,2- 0,3 mm chỉ việc mài đạt độ côn, độ ô van và độ nhẩn bề mặt cần thiết.
– Nếu độ mòn lớn hơn thì đem tiện. Sau đó mài lại cho phép giảm đường kính trục không quá 5%.
Phục hồi ngông trục tới kích thước ban đầu
Phương pháp này áp dụng cho ngõng trục lắp với ổ lăn.
– Nếu ngõng trục mòn ít ta mạ Crôm (chiều dày lớp mạ Crôm chỉ tới vài trăm ^m) rồi mài.
– Nếu mòn nhiều thì mạ thép, phun thép, hàn điên hồ quang rung sau đó tiên rồi mài (chú ý phải ủ trước khi mài).
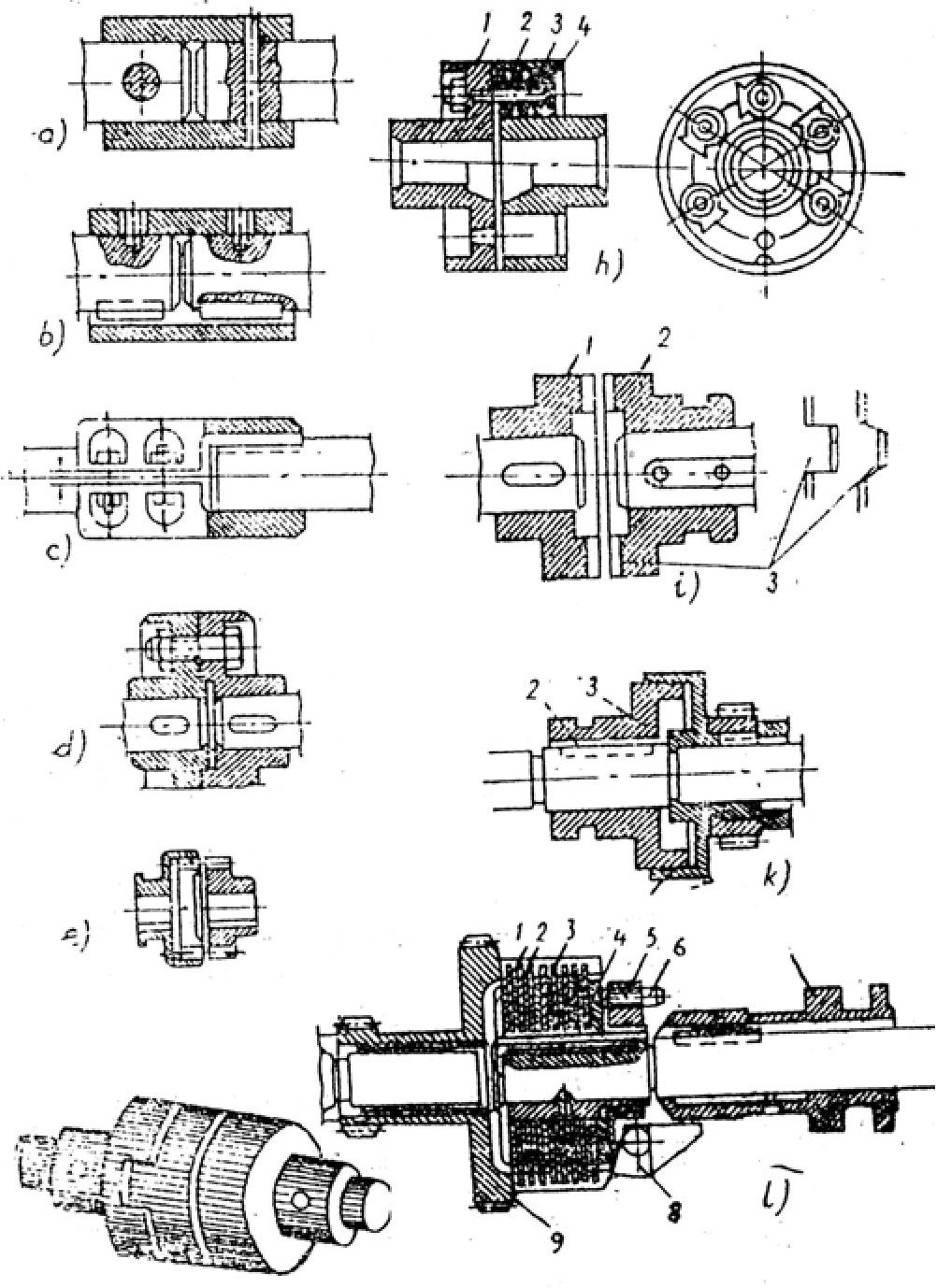
Sửa chữa bằng bạc ép trung gian
Trường hợp ngõng trục bị mòn nhiều còn có thể dùng bạc sửa chữa ép vào trục cũ (lắp chặ) rồi gia công bạc này đạt kích thước và đô nhẩn bề mặt cần thiết.
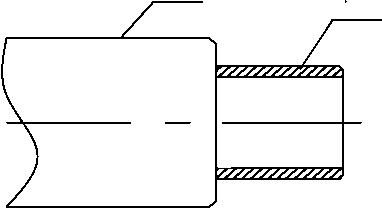
Phục hồi trục mòn bằng cách ép bạc trung gian
Trục bị biến dạng xoắn
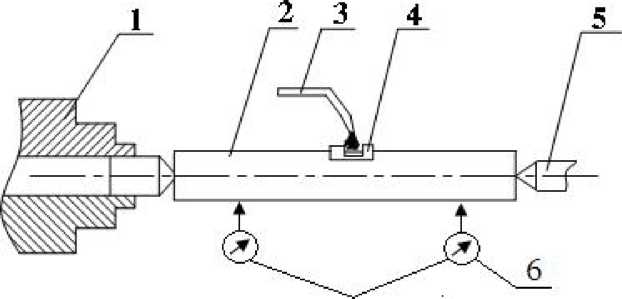
– Chỉ trục truyền mới có dạng sai hỏng này. Trước tiên phải kiểm tra, xác định chính xác đô sai lêch về xoắn của trục rồi đưa lên đồ gá chuyên dùng và xoắn trục theo chiều ngược lại.
– Khi thao tác phải tiến hành từ từ để lực xoắn truyền đến toàn bô trục, tránh không phá huỷ các cứ tỳ dùng để xoắn trục (thường là rãnh then).
– Sau khi nắn phải nung nóng trục tới nhiêt đô ram thấp, giữ ở nhiêt đô này 3^ 4 giờ rồi làm nguôi chậm (ví dụ nguôi trong không khí tĩnh). Sau khi nhiêt luyên, nếu trục vẫn không bị xoắn trở lại thì kết quả này sẽ được duy trì lâu dài.
Trục bị cong
Sửa chữa bằng cách nắn hoặc nung nóng cục bô:
^ Nắn trục (phư-ng pháp c- khÝ): có thÓ nắn ở trạng thái nguôi hoặc nóng. Đối với trục mềm hoặc trục có đường kÝnh nhỏ h-n 50mm đều được nắn nguôi. Chỉ có những trục có đường kính lớn h-n 50mm và bị cong nhiều mới nắn nóng; khi nắn nóng cần phải nung trục đến nghiệt đô rèn (150^450 0C). Có thó nắn trên các máy ép vít hoặc máy ép thuỷ lực.

yPhương pháp nung nóng cục bô: áp dụng cho trục có đường kính lớn h-n 50mm.
Nung nóng cục bô
Trục bị nứt hoặc gẫy
Những trục không quan trọng nếu bị nứt vỡ nhỏ thì hàn vá, nếu nứt vỡ lớn hoặc gẫy có thó hàn nối hai phần trục với nhau.
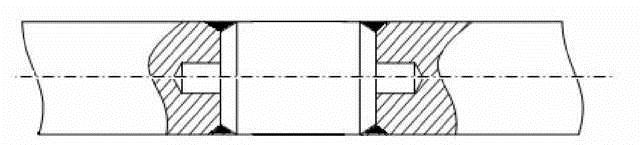
Hàn
Trên trục ở chỗ nứt hoặc gãy tạo 2 mặt côn đối đỉnh nhau, góc ở đỉnh 900 , khoan lỗ 05 + 010 lắp chốt ghép sơ bộ kiểm tra độ đổng tâm. Sau đó hàn từ từ vừa hàn vừa xoay trục, sau khi hàn thường hoa chỗ hàn ở nhiệt độ 8500C.
Phục hồi trục gẫy hoặc nứt nghiêm trọng
Nối trục
Những trục bị nứt, gãy kèm theo sứt mẽ nếu nối như hình 3.4 sẽ bị hụt chiều dài thì có thể nối như hình 3.5, tức là thêm một đoạn phụ thêm để bảo chiều dài ban đầu của trục sửa chữa. Sau khi hàn nếu trục bị cong thì phải nắn sửa, đổng thời phải ủ để khử ứng suất dư rổi gia công để đạt độ chính xác và độ nhẩn bề mặt cần thiết.
| Phục hồi trục gẫy có đoạn nối thêm |

















{kind=link}
Bên mình cần sửa trục phi 32mm dài 1620mm . Một mặt bích một đầu nhọn . Bị võng
Liên hệ 0908 643433