
Các loại điểu khiển
Tùy theo yêu cầu, máy NC được trang bị loại điều khiển điểm (điểm-điểm), điểu khiển đoạn (đường thằng) hay điều khiển biên dạng (đường bao hay quỹ đạo).
Điều khiển điểm (Hình 1).

Loại điều khiển CNC đơn giản này được ứng dụng trong các máy mà dụng cụ cẩn được định vị tại một vị trí nhất định. Bàn trượt hay giá đỡ dụng cụ được điều khiển cùng lúc hay kế tiếp nhau chạy đến vị trí gia công. Chuyển động này được thực hiện với vận tốc nhanh không có sựtác động của dụng cụ cắt. Điều khiển điểm được trang bị cho các máy khoan NC, máy dập hay máy hàn điểm (hàn bấm).
Điều khiển đoạn thẳng (Hình 2).
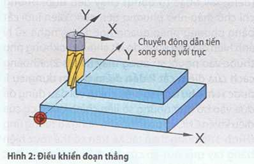
Phần lớn với điều khiển đoạn thẳng, người ta chi có thể thực hiện những chuyển động dẫn tiến song song với trục. Điều khiển đoạn thẳng được ứng dụng vào trong việc xử lý thao tác chi tiết và điểu khiển các máy công cụ đơn giản.
Điều khiển biến dạng (Hình 3)

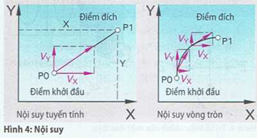
Với điều khiển biên dạng, bàn trượt hay giá đỡ dụng cụ có thể vận hành cùng một lúc theo 2 trục hoặc nhiều hơn với chuyển động dẫn tiến đã được lậptrình.Để làm được việc này, vận tốc truyền động của từng trục phải thích ứng với nhau. Nhiệm vụ này được bộ nội suy của điểu khiển CNC đảm nhận. Đó là một chương trình phần mềm để tính toán những vị trí trung gian và các tỷ lệ vận tốc của từng trục sao cho bàn trượt đi theo quỹ đạo đã được lập trình trước (Hình 4).
Nếu việc nội suy chỉ thực hiện được trên 2 trục (thí dụ nhưX và Y) thì đủ cho điều khiển biên dạng 2-D (hai chiều). Loại điều khiển biên dạng 272-D xuất hiện khi việc nội suy có thể chuyển sang
trong 3 mặt phẳng gia công chính tùy theo lựa chọn. Việc lựa chọn các mặt phẳng gia công được thực hiện qua các lệnh chương trình G17 đến G19 (Hình 5).
Với điểu khiển biên dạng 3-D (3 chiểu) các bàn trượt có thể vận hành đổng thời trên cả 3 trục của biên dạng (đường bao).



















{kind=link}