
Chất kết dính nóng chảy đông đặc hoàn toàn thuần túy qua sự làm nguội. Chất kết dính ướt trở nên cứng khi dung môi bay hơi.
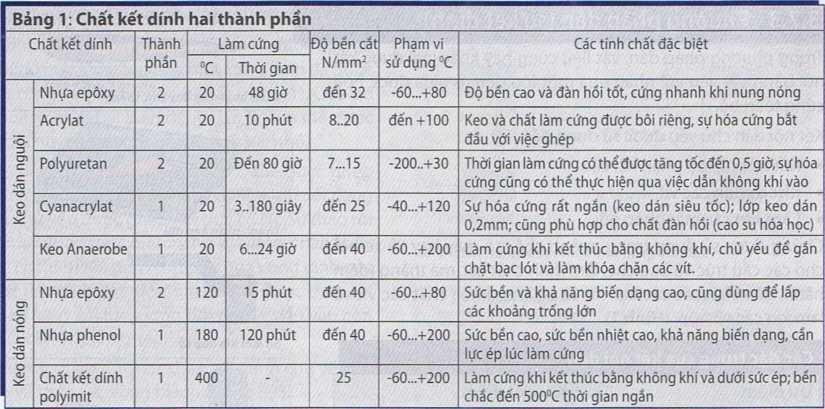
Chất kết dính (keo dán) hai thành phẩn (chất kết dính phản ứng) là loại keo dán sử dụng phổ biến nhất cho kim loại (Bảngtrang 210). Nó biến cứng qua phản ứng hóa học.Theo nhiệt độ xử lý keo dán được phân loại là chất kết dính nóng và chất kết dính nguội, theo sự kết hợp là keo dán một hoặc hai thành phẩn.
Sự xử lý trước bằng cơ học thực hiện qua phun cát mịn hay mài với giấy nhám. Cần thiết phải tách mỡ (khử mỡ, tẩy dẩu) sau khi xử lý cơ học hay trước khi xử lý hóa học. Việc này được thực hiện qua khử bằng hơi nước, bằng phương pháp nhúng hay lau bằng giẻ đã nhúng chất dung môi. Thay vì xử lý cơ học có thê’thực hiện xử lý hóa học qua ăn mòn (bằng cách phun hóa chất). Ăn mòn là loại xử lý hiệu quả nhất, bởi bề mặt được làm sạch đổng thời được iàm nhám (sần sùi). Sau khi ăn mòn hay khử mỡ phải để khô một cách cẩn thận.
Mặt dán phải khô, sạch và hơi nhám.
Chê’ biến (xử lý) chất kết dính
Hai thành phần keo phải được pha trộn với trọng lượng cần thiết và đúng tỷ lệ ngay trước khi sử dụng. Thời gian xử lý (tuổi thọ dán keo, thời gian sử dụng) bị hạn chế. Tùy theo hình thức giao hàng các chất keo được bôi (trét) mỏng và đểu bằng súng phun, với cọ hay với bay hoặc qua việc đặt một màng keo dán.
Biến cứng
Nhiều chất kết dính lúc bôi có dạng dẻo như mật ong, sẽ chảy loãng lúc bắt đẩu biến cứng. Do vậy các phần ghép phải đảm bảo không bị xê dịch, ở một vài chất kết dính phải ép thêm. Thời gian và nhiệt độ của sự biến cứng phụ thuộc theo loại chất kết dính và theo hướng dẫn của nhà sản xuất.
Quy trình làm việc để chê tạo một kết nối dán
Mặt ghép phải khô, sạch, không có dầu mỡ và hơi nhám
Nên thực hiện việc bôi chất kết dính ngay lập tức sau khi xử lý bề mặt Bể dày của lớp chất kết dính nên ở khoảng từ 0,1 mm đến 0,3 mm
Trong khi biến cứng phải đảm bảo các phần dán không bị xê dịch
Chất kết dính ở trạng thái chưa biến cứng không nên để chạm vào da Phòng làm việc phải thông gió tốt, bởi có thể xuất hiện hơi có hại cho sức khỏe.




















{kind=link}