
Khi chuẩn định vị là mặt trụ ngoài, chi tiết định vị thường dùng là:
1- Khối V
Khối V dùng để định vị khi mặt chuẩn định vị của chi tiết là mặt trụ ngoài hoặc một phần của mặt trụ ngoài. Ưu điểm khi định vị bằng khối V là định tâm tốt, tức là đường tâm của mặt trụ định vị của chi tiết bảo đảm trùng với mặt phẳng đối xứng của hai mặt nghiêng làm việc của khối V, không bị ảnh hưởng của dung sai kích thước đường kính mặt trụ ngoài. Một khối V có thể định vị được những chi tiết có đường kính khác nhau.
– Kết cấu của khối V. Hình 2-6a trình bày kết cấu của khối V, có hai loại :
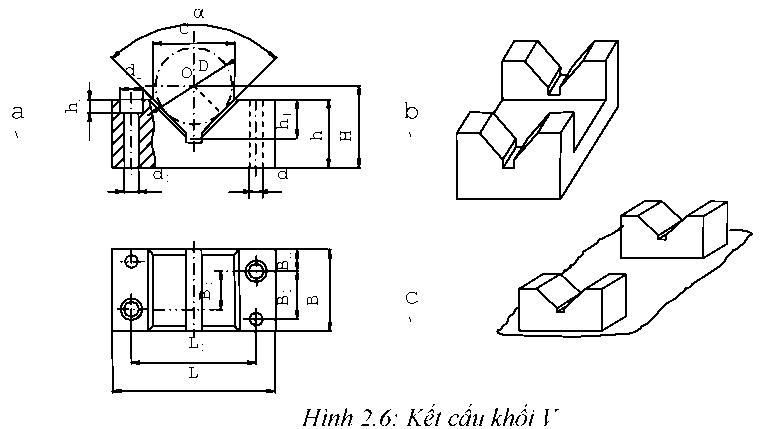
+ Khối V dài: Tương đương với 4 điểm tiếp xúc và hạn chế 4 bậc tự do (hoặc khối V có chiều dài tiếp xúc L của nó với mặt chuẩn định vị của chi tiết sao cho L/D >1,5 ; D-đường kính của chi tiết). Khối V dài định vị những chi tiết có đường kính lớn, thường khoét lõm như hình 2-6b. Để giảm bề mặt gia công của khối V, người ta dùng hai khối V ngắn rồi lắp trên một đế (hình 2-6c).
+ Khối V ngắn:Tương đương 2 điểm tiếp xúc và hạn chế 2 bậc tự do (hoặc khối V ngắn là khối V mà mặt chuẩn định vị trên chi tiết gia công chỉ tiếp xúc với nó trên chiều dài L, với L/D< 1,5) .
Khi định vị theo các mặt chuẩn định vị thô của chi tiết, thì mặt định vị của khối V phải làm nhỏ, bề rộng từ 2v5mm hoặc khía nhám.
Vị trí của khối V quyết định vị trí của chi tiết, nên khối V phải được định vị chính xác trên thân đồ gá bằng hai chốt và dùng vít để bắt chặt.
Khối V tiêu chuẩn có góc a=600, a=900 và a=1200.
Khối V định vị được chế tạo bằng thép 20X, 20; mặt định vị được thấm các bon sâu 0,8^1,2mm; tôi cứng đạt HRC=58^62. Đối với những khối V dùng làm định vị các trục có D>120mm, thì đúc bằng gang hoặc hàn, trên mặt định vị có lắp các bản thép tôi cứng, khi mòn có thể thay thế được.
-Tính toán chọn khối V.
Khối V đã được tiêu chuẩn hoá, có thể tra các kích thước liên quan trong các sổ tay công nghệ chế tạo máy. Đối với kích thước H do người thiết kế quyết định. H là kích thước đo từ tâm O của trục kiểm có đường kính D đến mặt đáy của khối V, kích thước D lấy bằng kích thước trung bình của kích thước mặt trụ ngoài của chi tiết. Trong sản xuất, thường người ta lấy tâm o của trục kiểm (cũng chính là tâm mặt trụ ngoài định vị của chi tiết) để điều chỉnh vị trí của dao, vì vậy trên thực tế tâm mặt trụ ngoài của chi tiết cũng chính là chuẩn định vị khi chi tiết lấy mặt ngoài để định vị trên khối V, do đó kích thước H biểu thị chiều cao kích thước chuẩn định vị, nó cần phải được ghi trên bản vẽ làm việc của khối V và dùng làm căn cứ cho việc kiểm tra khi chế tạo và điều chỉnh khối V.
Từ hình 2-6a, ta có :
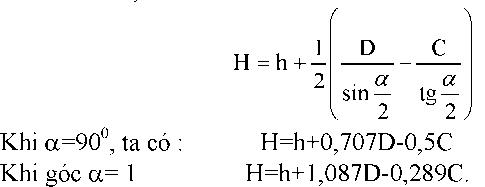
Trong đó : h và C- chọn theo kết cấu tiêu chuẩn của khối V; D- Kích thước trung bình của đường kính mặt ngoài định vị của chi tiết .
-Tính sai số định vị khi chi tiết được định vị bằng mặt ngoài trên khối V.
Như trên đã trình bày, tâm mặt ngoài định vị của chi tiết là chuẩn định vị, vì vậy, tính toán sai số định vị chính là tính lượng biến đổi lớn nhất của tâm mặt ngoài trong một loạt chi tiết gia công.
Sơ đồ tính như hình 2-7, khi chi tiết có đường kính lớn nhất là D+ad, tâm mặt ngoài là O; khi chi tiết có đường kính bé nhất là D-ad, chi tiết dịch xuống đến khi tiếp xúc với khối V. Lúc này điểm
A trên chu vi sẽ dịch chuyển đến A\, tương ứng tâm O dịch chuyển đến O1.
OO1 chính là lượng biến đổi vị trí của
chuẩn định vị do sai số vị trí mặt định vị gây ra.

Sai số định vị phụ thuộc vào dung sai kích thứớc mặt chuẩn định vị ngoài của chi tiết ỖD và trị số góc a của khối V.
- Mâm cặp:
Khi chuẩn là mặt trụ ngoài, nếu gia công trên nhóm máy tiện hoặc nhóm máy phay thì đồ định vị là chấu kẹp của mâm cặp 3 chấu tự định tâm. Mâm cặp là cơ cấu định vị vạn năng, có khả năng điều chỉnh trong một phạm vi khá rộng tuỳ theo kích thước bề mặt chuẩn định vị thay đổi. Mâm cặp là cơ cấu định vị nhưng đồng thời cũng là cơ cấu kẹp chặt.
3. Ống kẹp đàn hồi
Khi chuẩn định vị là mặt trụ ngoài, có độ chính xác nhất định, nếu gia công trên nhóm máy tiện hoặc máy phay đồ định vị có thể là ống kẹp đàn hồi. Õng kẹp đàn hồi là cơ cấu tự định tâm có khả năng định tâm (khoảng 0,01^0,03mm) cao hơn mâm cắp 3 chấu.
Õng kẹp đàn hồi được chế tạo từ các thép 20X, 40X, Y7A, Y10A, 9XC, thép 45. Các bề mặt của chúng phải được tôi đạt độ cứng 45^50 HRC.
(Trong chương cơ cấu tự định tâm sẽ trình bày kĩ hơn mâm cặp, ống kẹp đàn hồi…)




















{kind=link}
Hình vẽ tính sai số chuẩn không hợp lý. Chi tiết với đường kính bé hơn phải thấp xuống tiếp xúc với mặt định vị của khối V bạn nhé.