
Hình dạng trong và ngoài của một chi tiết được dập hoàn tất với một nhát cắt ở trong một vị trí của băng thép (Hình 3).

Qua phương pháp này, người ta sẽ loại bỏ được sự sai lệch vị trí giữa hình dạng trong và ngoài có nguyên nhân từ bước tiến không chính xác hoặc vì độ rơ của băng thép lá trong dẫn hướng.
Chày cắt đứt đồng thời có chức năng là miếng cắt để sản xuất hình dạng trong. Chi tiết được đẩy lên bởi chày dập cắt đẩy vào tấm cất và đẩy ra ngoài bằng bộ phận lói. Ngoài ra bộ phận lói có chức năng dẫn hướng chày đục lỗ, cho nên bộ phận lói phải trượt vào tấm cắt với độ rơ rất ít.
Dụng cụ cắt dập tổng hợp được sử dụng sản xuất các chi tiết dạng trong và ngoài có dung sai vị trí rất nhỏ và với sản lượng cao.Dụng cụ cắt dập chính xác sản xuất ra các chitiết với bể mặt cắt không có ba vớ, nhẵn, thẳng góc, trơn tru trong một hành trình làm việc (Hình 1).VÌ khe hở cất chỉ được phép bằng 0,5 % bề dày của thép lá, với thép lá mỏng như vậy là rất nhỏ cho nên cần phải có trụ dẫn hướng.
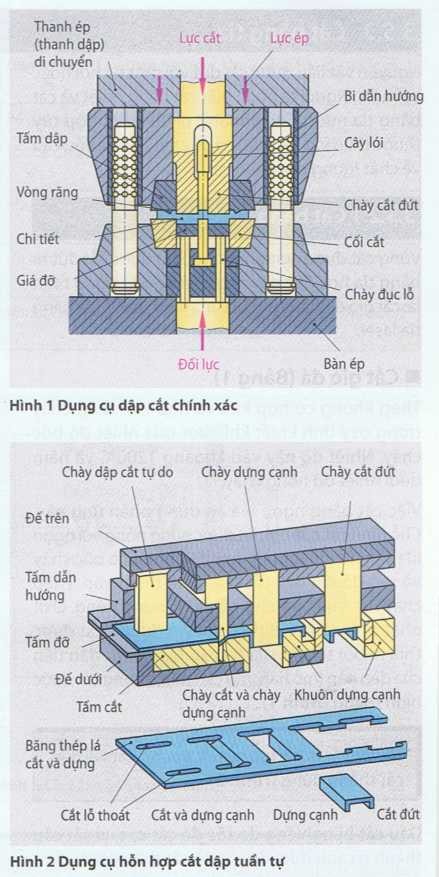
Trước khi dập cắt băng thép được giữ chặt bởi tấm ép di động trên tấm cắt.Tấm ép chặn có hình dạng nêm côn, di chuyển song song với bao hình của chi tiết.Tấm chặn này ép kẹp chặt băng thép cắt và giữ chặt vật liệu ở vùng cắt. Lực cắt cẩn thiết vào khoảng gấp đôi so với dập cắtthuẩn túy. ở cắt dập chính xác thì tấm ép, chày cắt và giá đỡ (gá) thực hiện 3 đoạn đường đi khác nhau nên bộ phận ép cần thiết phải tạo ra ba lực tác động.
Với dụng cụ cắt dập chính xác người ta nhận được chi tiết có kích thước và độ phẳng chính xác với mặt cắt thẳng góc và nhẵn.
Dụng cụ (khuôn) hỗn hợp cắt dập tuần tựgồmdụng cụ cắt dập và dụng cụ biến dạng.Theo trình tự gia công, dụng cụ hỗn hợp này bao gồm các bước tuần tự như cắt, biến dạng và cắt đứt (rời) (Hình 2). Theo hình 2 dụng cụ hỗn hợp cắt liên tục, trước tiên hai thành bên của chi tiết được cắt tự do, sau đó cắt các cạnh dài, chấn cạnh, dựng thành cạnh hoàn chỉnh qua khuôn dập rồi dập cắt rời chi tiết.
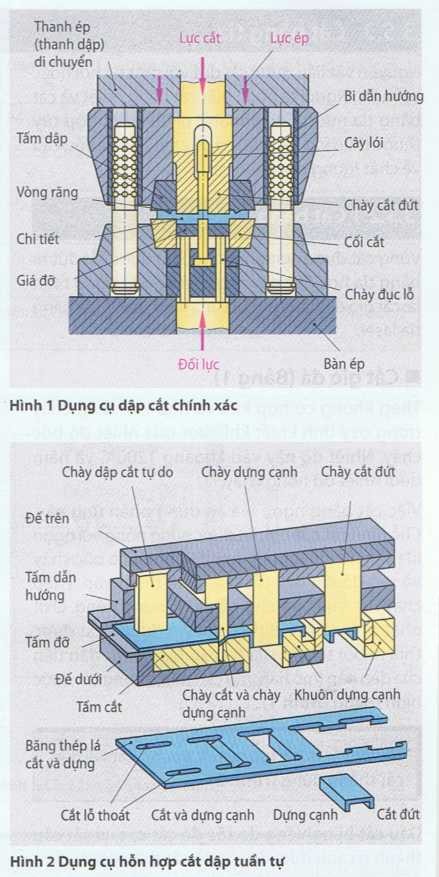
Với dụng cụ hỗn hợp dập cắt tuấn tự các công đoạn cắt và biến dạng được thực hiện trong một khuôn. Khuôn này phù hợp để sản xuất những chi tiết nhỏ, phức tạp từthép lá.Cắt bằng tia
Nguyên vật liệu được cắt đứt với một tia hơi hoặc tia nước. Người ta phân biệt cắt bằng nhiệt và cắt bằng tia nước. Các phương pháp thích hợp tùy thuộc theo vật liệu cắt, bể dày vật liệu và yêu cầu về chất lượng của cạnh cắt.




















{kind=link}