
1/ Gia công điện cực?
Việc gia công điện cực đóng vai trò cực kỳ quan trọng trong gia công tia lửa điện. Độ chính xác gia công một mặt phụ thuộc vào độ chính xác của điện cực, mặt khác điện cực khi gia công bị hư hỏng do đó phải chỉnh lại cho phù hợp với vật gia công. Chi phí chế tạo ảnh hưởng lớn đến tính kinh tế của công nghệ.
1.1/ Phương pháp gia công điện cực
Những phương pháp gia công chủ yếu là : cắt gọt, đúc (đúc chính xác), ép, cắt, phun kim loại, mạ điện phân.
- Phương pháp cắt gọt: Nguyên lý cơ sở của việc gia công điện cực bằng cắt gọt là chế tạo vật có dạng lồi thường dễ hơn chế tạo lỗ của nó. Bên cạnh đó, dao cắt có thể chế tạo từ nhiều bộ phận đều cạnh, dễ gọt cắt. Với điện cực để khoan hoặc khoét, thì cần chú ý là khi gia công, để tránh sinh ra những đường gân dọc, vì những gân này sẽ in hình trên lỗ. Phương pháp cắt gọt chủ yếu dùng để gia công điện cực có hình dạng đơn giản, hoặc chúng chỉ sử dụng trong sản xuất đơn chiếc. Cần phải nói rằng, với phương pháp này thì không thể gia công chính xác điện cực bằng đồng đỏ.
- Ép: Chủ yếu sử dụng để gia công điện cực dùng trong gia công lỗ sâu. Trong phần lớn trường hợp người ta ép những điện cực mà sau này sẽ sử dụng để gia công một khuôn mới. Trường hợp gia công số lượng lớn điện cực, thì cũng có thể làm khuôn riêng cần phải chú ý đến độ co ngót của điện cực sau khi ép
- Phương pháp cắt: Dùng để chế tạo điện cực, bắng cách dùng một cái chày có sẩn để cắt từ tấm kim loại ra những miếng giông nhau; sau đó ghép chúng lại thành cây là tán đinh lại. Có thể dùng hóa chất để sửa chữa kích thước theo yêu cầu.
Trường hợp gia công lỗ phức tạp thì dùng loại điện cực chế tạo bằng công nghệ phun kim loại. Có thể làm nhiều khuôn bằng thạch cao từ một điện cực mẫu. Bằng phun kim loại ưên khuôn thạch cao chúng ta có được điện cực. cần chú ý rằng bề sâu của lỗ không được lớn hơn hai lần bề rộng. Để tránh hiện tượng phát nóng quá mức, phải tiến hành phun kim loại từng bướcế Mức độ chính xác bằng với điện cực làm bằng phương pháp ép. Điện cực được phun kim loại có độ xốp, do đó nếu dùng vật liệu đặc để chế tạo thì điện cực có độ mòn ít hơn.
Bằng công nghệ điện phân, có thể chế tạo điện cực có độ chính xác 0. 01-0. 02mm. Nguyên lý của phương pháp này là điện phân, ví dụ đồng để làm đầy khuôn thạch cao. Vật liệu điện phân rất tinh, đó là điều có lợi Không phải đầu tư nhiều công, bởi vì có thể tiến hành điện phân qua nhiều ngày mà không cần trông coi. Ớ nước chúng ta thì công nghệ này ít phổ biến.
Chọn điện cực theo phương pháp khác: Trong quá trình gia công tia lửa điện có nhiều khí sinh ra với số lượng lớn. Chất khí này có thể làm xấu quá trình gia công trong trường hợp gia công lỗ hoặc bộng sâu. Do đó phải làm lỗ thoát khí trên điện cực, như trên hình 5.21.

Ngoài ra cần phải lấy đi sản phẩm bị ăn mòn ra khỏi khe hở điện cực, bằng cách làm luân chuyển dung dịch gia công, gọi là súc rửa. Thường có bôn cách súc rửa như sau :
- Phun tia.
- Làm chảy bằng dòng điện một chiều.
- Làm chảy bằng dòng điện ngược chiều.
- Làm chảy bằng áp lực.
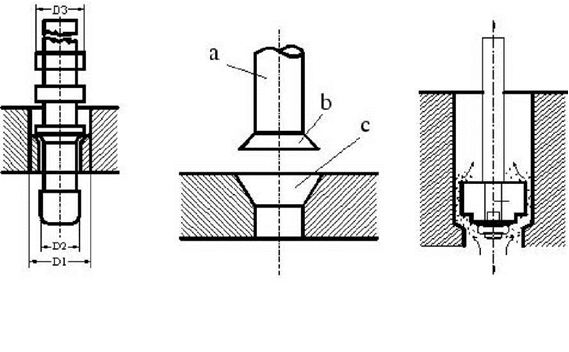
Trường hợp gia công lỗ dài, sâu, thì gắn điện cực trên thanh dẫn và từng giai đoạn thay đổi trên điện cực. Ưu điểm là dễ sức rửa, dễ chỉnh, và mặc dầu lỗ dài không cần để nhú ra nhiều đầu điện cực, tức là không cần dùng tấm đệm dày. Ngoài ra có thể thay điện cực gia công thô và gia công tinh tiếp nhau với nhiều mức điều chỉnh như nhau. Có thể giảm đến tối thiểu độ côn của thành lỗ hoặc bông bằng điện cực có rãnh bậc thangữ Phoi kim loại lọt vào rãnh và ở đó nó không làm rộng lỗ ra. Chiều cao của vai thay đổi dần theo bậc thang. Chỉ có vai trước phải cắt gọt nhiều, còn những vai sau chỉ gọt đi vài phần trăm milimét. Độ côn có thể giảm xuống 3’.
Mặt đế dưới của dao cắt phải làm có độ côn lớn. Điện cực dùng ở đây gọi là điện cực có chân đế. Đầu của điện cực côn trong quá trình bị mòn sẽ hình thành công có chiều ngược lại.

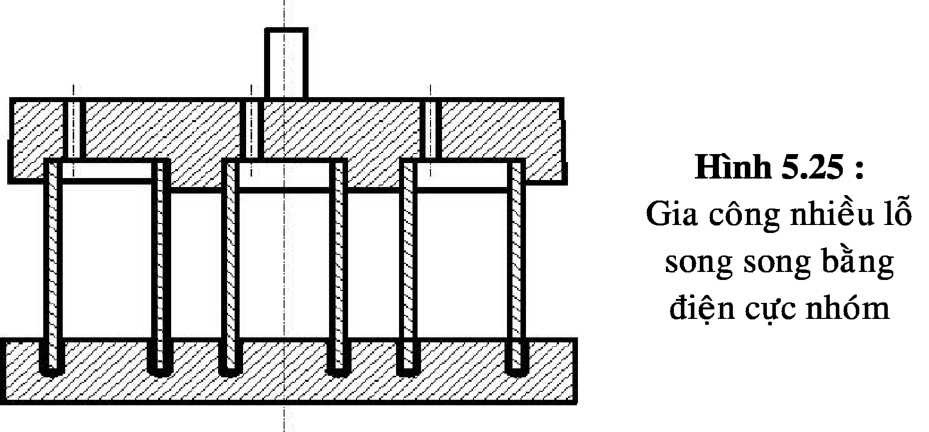
Một số đầu điện cực côn Có thể gia công một lần nhiều lỗ song song bằng điện cực nhóm mà vẫn có thể bảo đảm Vị trí chính xác… Để đảm bảo tiếp xúc tốt, người ta hàn những tấm điện cực trên một câm cặp.
2/ Vật liệu làm điện cực
Kích cỡ khe hở tia lửa điện và độ ăn mòn của điện cực phải chú ý lúc sản xuất điện cực. Vì cường độ dòng điện và khe hở tia đánh lửa lúc ăn mòn hoàn tất được chọn nhỏ hơn ởăn mòn thô, kích thước thiếu ở điện cực tinh cũng nhỏ hơn kích thước điện cực thô.
Vật liệu điện cực phải dẫn điện và có độ nóng chảy cao cũng như điện trở nhỏ. Sử dụng phẩn lớn là graphít (than chì) (Hình bên dưới).
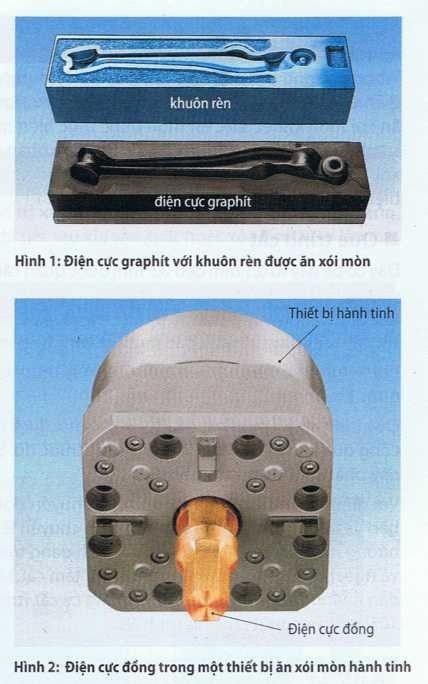
Đồng wolfram và hợp kim đồng kẽm.
| Bảng 1: Vật liệu điện cực | ||
| Vật liệu điện cực | Đặc điểm của điện cực | ứng dụng |
| Graphít | Dễ gia công qua phay tốc độ cao, ít mòn | Thép và thép không gỉ |
| Đổng | Gia công tốt, công suất ăn xói mòn cao, độ mòn trung bình | Thép và thép không gí |
| Đồng-Wolfram | ít mòn ở hợp kim cứng | Thép dụng cụ hợp kim cứng |
| Dây thau | Mòn ở dây không đáng kể | Ăn xói mòn bằng dây |
Các điện cực được phay nguyên khối, đúc, ăn xói mòn bằng dây hoặc được ghép lại từng phẩn. Phôi điện cực được gia công trên hệ thống kẹp, nơi mà sau đó điện cực được tiếp nhận ở máy ăn xói mòn.




















{kind=link}