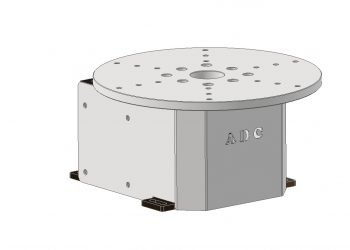
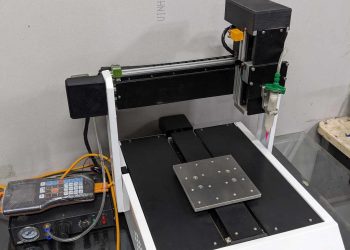
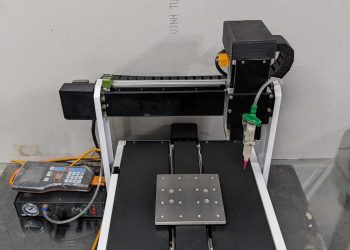
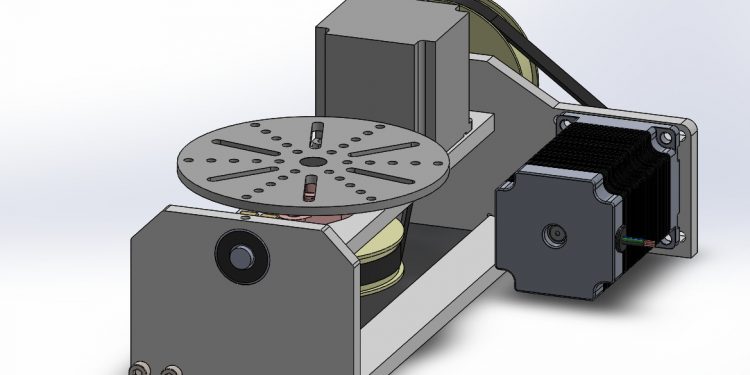
Bàn xoay giá rẻ có thể điều khiển tốc độ
Bàn xoay giá rẻ phục vụ nhiều mục đích khác nhau, có thể dùng cho các dự án DIY, nghiên...
Read more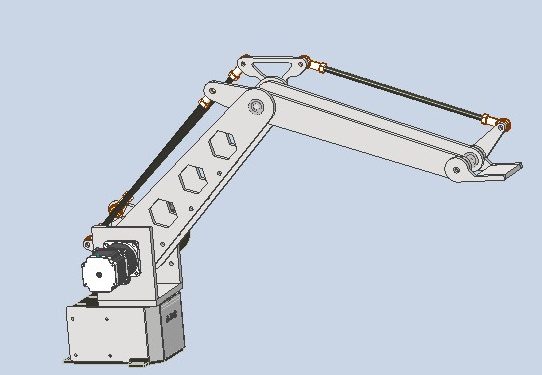
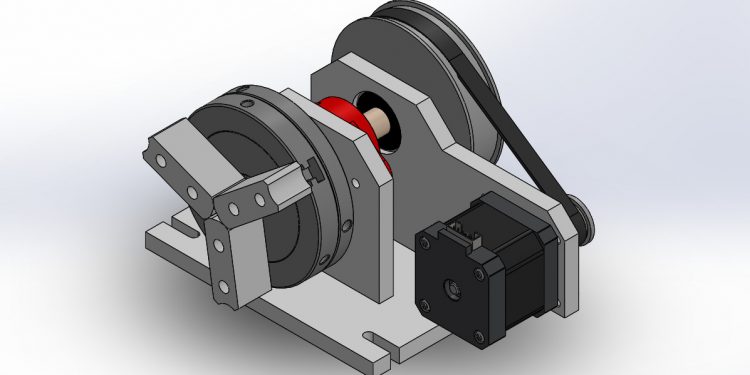








Bàn xoay giá rẻ phục vụ nhiều mục đích khác nhau, có thể dùng cho các dự án DIY, nghiên...
Read more



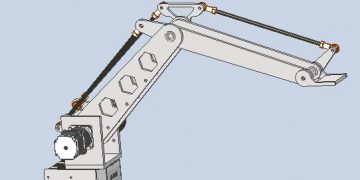
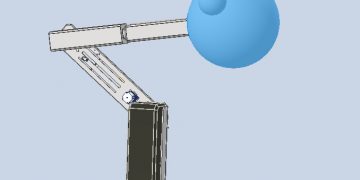
Robot 4 trục là phiên bản rút gọn so với bản 6 trục, giúp tiết kiệm chi phí và dễ...
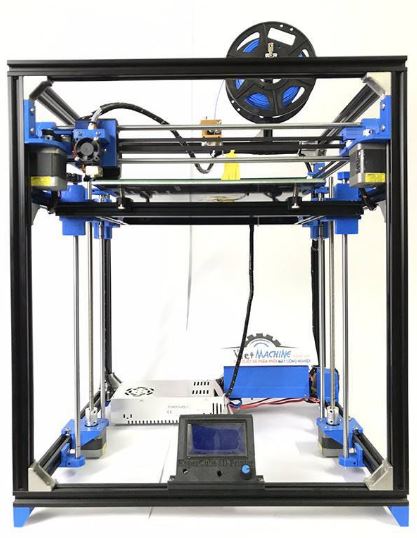
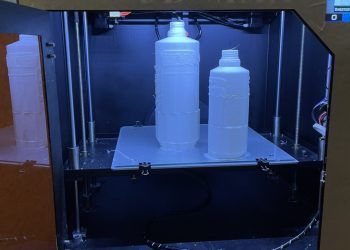
Read moreDòng máy in được thiết kế riêng dảm bảo các yêu cầu kỹ thuật, ngoại hình bắt mắt đảm bảo...
Read moreKhông chỉ đáp ứng dịch vụ gia công tạo mẫu thông qua công nghệ in 3D mà còn có thể...
Read moreKhi cần tìm dòng máy in chất lượng thì khách hàng sẽ tham khảo các dòng máy nhập khẩu, các...
Read more
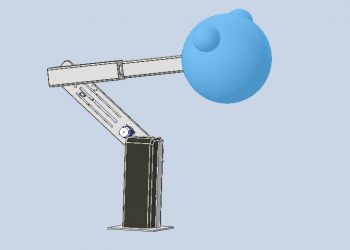

Robot 4 trục là phiên bản rút gọn so với bản 6 trục, giúp tiết kiệm chi phí và dễ...
Read more
© 2021 Kỹ Thuật Chế Tạo - Phát Triển Công Nghiệp