
1/ Hàn hồ quang điện là gì?
Hàn hồ quang là hiện tượng phóng điện mạnh, liên tục trong môi trường không khí giữa các điện cực trái dấu, làm không khí bị nung nóng, hiện tượng này phát ra ánh sáng mạnh và nhiệt độ cao.
Hồ quang được đánh lửa qua chạm ngấn chi tiết với que hàn. Qua việc kéo lại vài milimét, que hàn nhận được chiều dài đúng cho hàn. Động năng của điện tử va chạm vào cực dương làm tăng nhiệt độ. ở cực âm phát sinh một nhiệt độ khoảng 3600°c, ở cực dương nơi thường đặt ở chi tiết, nhiệt độ vào khoảng 4200°c.
Sự dập hồ quang (Tác dụng thổi).Trong hàn hồ quang hồ quang bị lệch do ảnh hưởng của trường điện từ, tự hình thành chung quanh dây dẫn điện mỗi lẩn dòng điện chạy qua. Que hàn đứng thẳng trên chi tiết, đường lực ở trong vòng cong hướng vể phía cực bị đẩy vào nhau và nới lỏng ở phía đối diện. Trong phạm vi nới lỏng này hồ quang sẽ chệch hướng.
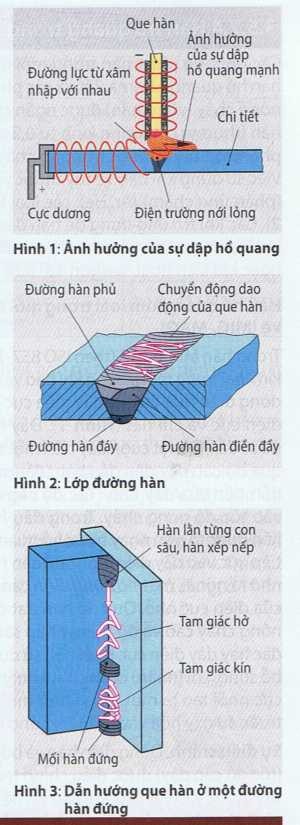
Sự tác dụng dập hổ quang chủ yếu xảy ra trong khi hàn với dòng điện một chiều, đặc biệt là trong hàn thép. Nó có thể mạnh đến mức không thể hàn được. Việc giảm bớt tác dụng thổi có thể đạt được qua cách đặt kẹp cực ở chi tiết, thay đổi chiều hàn, sử dụng que hàn có vỏ bọc dày, độ dốc của que hàn so với hướng thổi hay qua hàn với dòng điện xoay chiều.
1.1/ Khi hàn hồ quang
Loại và đường kính của que hàn được xác định bởi bể dày nguyên liệu, vật liệu của chi tiết và loại hàn (hàn kết nối hay hàn đắp). Khi hàn, que hàn nóng chảy phải được bổ sung liên tục để chiều dài hổ quang không thay đổi. Bằng cách dẫn hướng tương ứng của que hàn, người ta có thể ảnh hưởng đến hướng và áp lực của hồ quang để bể kim loại nóng chảy tiếp tục chảy không theo hướng hàn. Tránh xỉ tạp và lỗi kết nối hàn. Đoạn còn dư của que hàn nóng chảy đạt nhiệt độ nung đỏ có nghĩa là dòng điện hàn bị chỉnh quá lớn. Nếu dòng điện hàn này quá nhỏ, hồ quang có thể được đánh lửa kém và được giữ (kềm lại) và xỉ lỏng làm cản trở sự kết nối của một mối hàn bình thường.
ở hàn hổ quang tay, chiều dài hổ quang nên tương đương với đường kính lõi của que hàn.
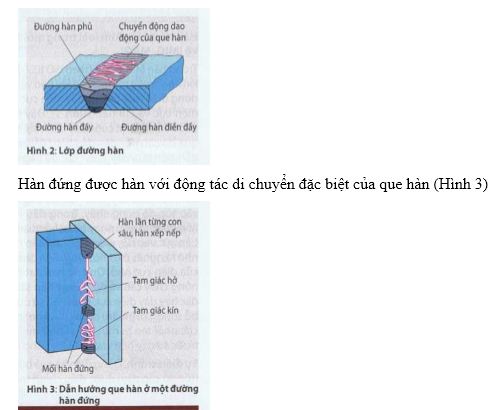
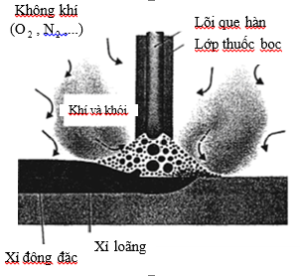
Khoảng hở mối hàn lớn được hàn nhiều lớp (Hình 2). Xỉ của đường hàn trước phải được loại bỏ hoàn toàn. Lớp hàn phủ được hàn với chuyển động dao động ngang.
1.2/ Dụng cụ và thiết bị
Năng lượng của hồ quang mang tính tập trung và được dùng để nung chảy kim loại khi hàn.
Có thể tải dòng điện hàn từ 5A đến 2000A và điện áp có thể thấp đến 10V. Có dạng hình chuông, phần loe luôn hướng về phía vật hàn. Chiều dài hồ quang tỉ lệ với điện áp hàn, khi chiều dài hồ quang vượt quá giới hạn nào đó nó sẽ tự tắt. Dòng điện càng lớn thì khả năng kéo dài hồ quang càng lớn.
- Vật hàn: phải được làm sạch trước khi hàn.
- Kìm kẹp mát: nối với vật hàn càng gần với vị trí hàn nhất có thể.
- Điện cực: trước khi mồi hồ quang, gắn que hàn vào kìm hàn. Que hàn đường kính nhỏ thì cần cường độ dòng
điện thấp hơn so với que hàn đường kính lớn. - Kìm hàn
- Vị trí cầm kìm hàn
- Chiều dài hồ quang: là khoảng cách từ đầu que hàn đến vật hàn. Hồ quang ngắn với cường độ dòng điện phù hợp sẽ cho ra âm thanh giòn, kim loại ít văn tóe. Chiều dài hồ quang tùy thuộc vào đường kính que hàn (luôn luôn nhỏ hơn hoặc bằng đường kính que hàn). Ví dụ, chiều dài hồ quang hàn đối với que hàn đường kính 1,6 và 2,5 mm là khoảng 1,6 mm; chiều dài hồ quang của que hàn ø3,2mm và ø4mm là 3mm
- Xỉ hàn: sử dụng búa gõ xỉ (có đầu nhọn) và bàn chải sắt để làm sạch mối hàn. Sau khi gõ xỉ, kiểm tra và quan sát mối hàn trước khi hàn đường hàn khác.

Sự phân bố nhiệt độ của hồ quang cực Cacbon:
- Cực âm t = 3200°C
- Cực dương t = 3400°C
- Trung tâm cột hồ quang có t°max = 6000°C
1.3/ Phân loại hồ quang hàn
Phân loại theo cách đấu dây
- Đấu dây trực tiếp: sử dụng que hàn thiêu hủy
- Đấu dây gián tiếp: sử dụng que hàn không thiêu hủy
- Đấu dây vừa trực tiếp vừa gián tiếp: sử dụng que hàn không thiêu hủy.
Phân loại theo điện cực
- Điện cực không nóng chảy: than, graphit, Wonfram.
- Điện cực nóng chảy: que hàn bằng kim loại
Phân loại theo dòng điện
- Hàn hồ quang bằng dòng điện xoay chiều (AC: Alternative Current)
- Hàn hồ quang bằng dòng điện một chiều (DC: Direct Current)
2/ Những yêu cầu đối với dòng điện hàn hô quang
Điện áp không tải
- AC từ 40 ÷ 80V
- DC từ 60 ÷ 90V
Dòng ngắn mạch: Icc/I h = 1,1 ÷ 1,5 (đôi khi đến 2 cho các thiết bị nặng)
Sự thay đổi điện áp hàn không làm thay đổi dòng điện quá lớn (đối với thiết bị cung cấp)
Điện áp quy ước của hồ quang hàn (Conventional Voltage): Điện áp của hồ quang hàn phụ thuộc vào vật liệu và môi trường khí bảo vệ đồng thời cũng phụ thuộc vào các đặc tính điện của máy hàn (độ dốc dòng ngắn mạch, đáp ứng quá độ…). Do vậy, để bảo đảm que hàn có thể hoạt động như nhau trên tất cả các chủng loại máy hàn, người ta tiêu chuẩn hóa quan hệ V-I của hồ quang hàn
Hàn que:
- Uh = 25 Volts khi I h : 0 ÷ 100A
- Uh = 40 Volts khi I h > 600A
- Uh = 25 + 0,03I h Volts khi I h : 100A ÷ 600A
- Hàn TIG U h = 10 + 0,04I h Volts khi I h : 0 ÷ 600A
- Uh = 34 Volts khi I h > 600A
- Hàn MIG – MAG U h = 14 + 0,05I h Volts khi I h : 0 ÷ 600A
- Uh = 44 Volts khi I h > 600A
Các máy hàn có yêu cầu và đặc điểm sau
Điện áp bảo đảm an toàn vận hành và mồi hồ quang dễ dàng AC ≤ 80V, DC ≤ 90V
- Cường độ: điều chỉnh có cấp hoặc vô cấp từ 30 ÷ 600A
- Chu kỳ tải (Duty cycle) là hệ số đặc trưng cho khả năng tải của thiết bị, nó được định nghĩa là thời gian hàn liên tục ở dòng điện xác lập tính trong thời gian 10 phút.
Hệ số này đồng thời cũng cho biết khả năng quá tải và cỡ của thiết bị hàn. Thông thường chu kỳ tải co giá trị từ 20% ÷ 100%.
Ví dụ: máy có Imax 150 A, chu kỳ tải 40% có nghĩa là máy có khả năng hàn liên tục trong 4 phút khi dòng điện hàn là 150. Sau đó phải nghỉ 6 phút để phục hồi các đặc tính điện. Chu kỳ tải là thông số đặc trưng cho cấu trúc, vật liệu nguồn điện và khả năng làm mát của thiết bị. Nói cách khác qua đó ta có thể đánh giá được năng lực và tính thích hợp của nguồn điện hàn khi ứng dụng.
3/ An toàn khi hàn hồ quang
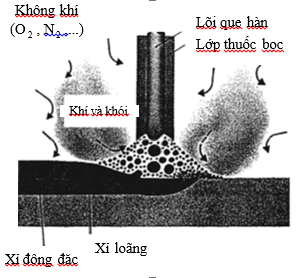
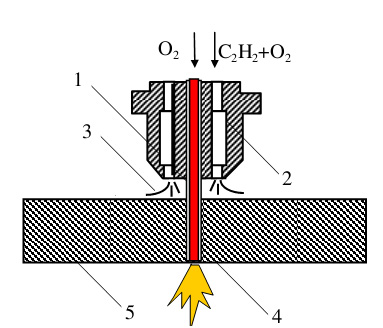
Trong hàn MIG /MAG (theo ISO 857-1 Hàn hồ quang kim loại trong môi trường khí bảo vệ), một hổ quang dòng điện một chiều cháy giữa cực dương của dây điện cực và chi tiết (Hình 1). Dây hàn nóng chảy được dẫn từmột cuộn dây trên một thiết bị dẫn tiến qua bộ cáp dây đến đẩu hàn (đẩu súng hàn). Bước dẫn tiến của dây hàn (Tốc độ cấp dây) tùy thuộc vào tốc độ nóng chảy. Trong đầu hàn, dòng điện hàn được truyền ngay trước hó quang qua béc điện tiếp xúc vào dây điện cực Tại đoạn ngắn ở cuối dây nhô ra ngoài, mật độ dòng điện cao vì tiết diện dây của điện cực nhỏ. Qua đó hàn đạt được công suất nóng chảy cao và độ thâm nhập sâu. Dây điện cực đặc hay dây điện cực nhồi (lõi) sử dụng làm vật liệu bổ sung. Lõi (nhân) chứa chất khoáng của dây điện cực nhồi tạo ra một lớp xỉ trên mối hàn để bảo vệ trước sựoxy hóa và tôi (biến) cứng bề mặt.
Sự điều chỉnh. Dòng điện hàn và bước dẫn tiến dây (tốc độ cấp dây) được điểu chinh trước khi hàn. Nó tùy thuộc vào vật liệu, khí bảo vệ, bề dày của chi tiết và đường kính của dây. ở những thiết bị hàn hiện đại, các thông số khác nhau thí dụ nhưdòng điện cơ bản và dòng điện cao hoặc tần số xung điểu chỉnh được cũng nhưcácchương trình hàn đặc biệt, trong đó vật liệu và độ dày nguyên liệu hàn được lập trình sẵn, chỉ cẩn gọi ra để áp dụng. Phương pháp hàn MIG/MAG rất phù hợp cho hàn tự động.
Các phương pháp hàn trong môi trường khí bảo vệ quan trọng là hàn MIG, hàn MAG, hàn WIG (TIG) và hàn hổ quang plasma.Tất cả các phương pháp hàn trong môi trường khí bảo vệ, hố quang và bể kim loại nóng chảy (vũng hàn) được ngăn che chống không khí bằng khí bảo vệ. Qua đó có thể sử dụng các dây hàn (thường có đường kính từ 0,8 mm đến 2 mm) làm vật liệu hàn bổ sung. Người ta phân biệt phương pháp hàn bằng điện cực nóng chảy và phương pháp hàn điện cực không nóng chảy voníram (Bảng 1).
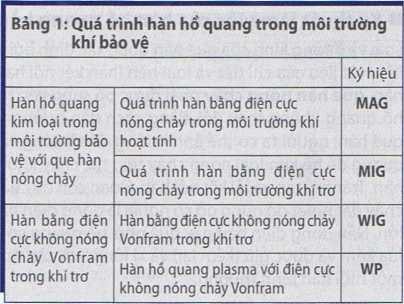
Việc sử dụng khí bảo vệ tùy thuộc vào vật liệu và phương pháp hàn. Khí bảo vệ sử dụng như là các khí trơ (phản ứng chậm) (Ar, He), các loại khí khử (H2), các loại khí oxy hóa (C02) và các loại khí hỗn hợp (Bảng 2).
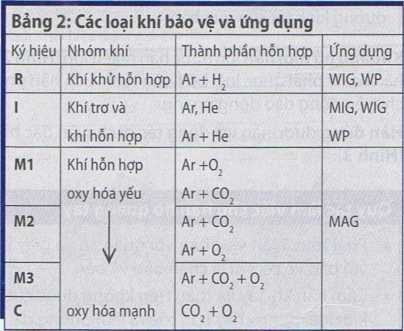
Các khí trơ ứng dụng để hàn đặc biệt cho hàn kim loại không chứa sắt và thép chống mài mòn Cr-Ni, khí kích hoạt chủ yếu cho thép carbon. Khí kích hoạt là khí dễ phản ứng thí dụ như C02 và khí hỗn hơp hoặc khí kích hoạt”corgon 18″ (khí argon +18% C02) được sử dụng thường xuyên.



















{kind=link}