
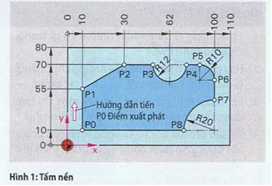
Hai chương trình, một để phay phôi (Hình 1) và một cho chi tiết được tiện tinh (Hình 2) chỉ chứa những điều kiện dịch chuyển và trị số tọa độ. Những câu lệnh trước đó cho việc dịch chuyển điểm gốc, gọi dụng cụ cắt và lệnh chuyển mạch được giải thích trong thí dụ lập trình cho chi tiết phay (Trang 549) và cho chi tiết tiện (Trang 543). Trị sổ tọa độ để lập trình ở mỗi câu lệnh được lấy từ điểm đích phải chạy đến. Bảng 1 chứa một đoạn chương trình với các giải thích.
| Bảng 1:Đoạn chương trình cho việc sản xuất biên dạng chi tiết (Hình 1) | |
| Chương trình cho chi tiết máy | Giải thích |
| % 1007
N50G01 Y55 N55 X30Y70 N60 X50 N65G03 X74Y70 112 J0 N70 G01 X90 N75 G02X100Y60 IOJ-IO N80 G01 Y30 N85 G03 X80Y10I0J-20 N90 G01 X9 |
Khởi đầu chương trình, số chương trình
Những câu lệnh chuần bị, Lệnh gọi dao và điều chỉnh dụng cụ Nội suy đường thẳng đến điểm P1 Nội suy đường thẳng đến điểm P2 Nội suy đường thẳng đến điểm P3 Nội suy cung tròn ngược chiều kim đổng hồ đến điểm P4 Nội suy đường thẳng đến điểm P5 Nội suy cung tròn theo chiều kim đồng hổ đển điểm P6 Nội suy đường thẳng đến điểm P7 Nội suy cung tròn ngược chiều kim đổng hồ đến điểm P8 Nội suy đường thẳng đến 1 mm qua điểm P0 |
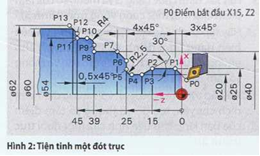
Trong chi tiết tiện trị sổ tọa độ X phẩn lớn được thông báo bằng đường kính, nhờ đó các kích thước trong bản vẽ được tiếp nhận trong lập trình. Hệ điều khiển tính chuyển đổi đường kính ra rađian (Rad). Vị trí của tâm vòng tròn thông báo theo gia sổ từ điểm khởi đầu của vòng tròn đi ra. Trong đuôi trục (Hình 2) biên dạng được tiện tinh, ở máy tiện bước tiến được lập trình với đơn vị mm mỗi một vòng, ở biên dạng nhỏ dẩn, người ta phải lập trình với trị số nhỏ hơn (Bảng 2).
| Bảng 2: Đoạn chương trình cho việc tiện tinh của cổ trục phôi (Hình 2) | |
| Chương trình cho chi tiết máy | Giải thích |
| N70 G01 X25 Z-3 F0.1 | Tiện cạnh vát đến P1, dẫn tiến 0,1 mm |
| N7SZ-15 | Tiện theo chiều dài đến điểm P2 |
| N80 X20 Z-19.33 F0.08 | Tiện với contour giảm dán đến điểm P3, vận tốc dẫn tiến nhò hơn |
| N85 Z-22.5 F0.1 | Tiện theo chiểu dài đến điểm P4, dẫn tiến 0,1 mm |
| N90 G02 X25 Z-2512.5 K0 | Nội suy cung tròn theo chiều kim đồng hổ đễn điểm P5 |
| N95 G01 X32 | Tiện mặt đẩu đến P6 |
| N100X40Z-29 | Tiện cạnh vát đến P7 |
| N105Z-39 | Tiện vai trục đển P8 |
| NI 10X46 | Tiện mặt đẩu đến P9 |
| N115G03 X54Z-43 I0 K-4 | Nội suy cung tròn ngược chiều kim đồng hồ đến điểm P10 |
| N120 G01 Z-45 | Tiện theo chiều dài đến điềm P11 |
| NI25 X59 | Tiện mặt đẩu đến P12 |
| N130 X62Z-46 | Tiện đến điểm cuối P13 ngoài đường kính thô |


















{kind=link}