
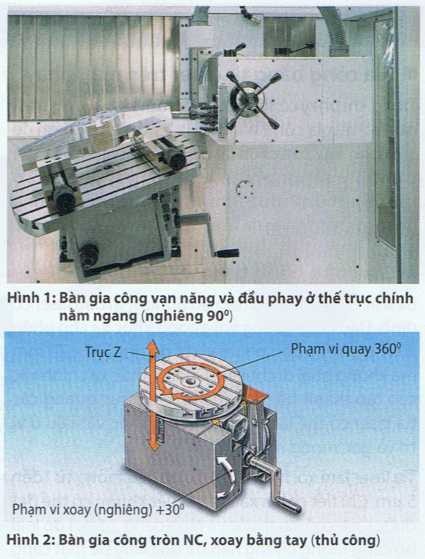
Trong chế tạo dụng cụ và khuôn mẫu, trong sản xuất mẫu (thử nghiệm) hay sản xuất loạt nhỏ cũng như để phục vụ đào tạo, sử dụng máy phay vạn năng là cần thiết (Hình 1).

1/ Đặc điểm máy phay vạn năng
Lắp đặt lại nhanh, dễ dàng cho gia công phức tạp của chi tiết lẻ hay gia công loạt nhỏ.
Một đầu phay xoay được có thể điều chỉnh nghiêng bất kỳ giữa 0° (thẳng đứng) và 90° (chiều ngang) để dao phay ăn vào vị trí tối Ưu của chi tiết (Hình 1 và Hình 2, trang 169). Do đó có thể gia công được đến năm mặt.
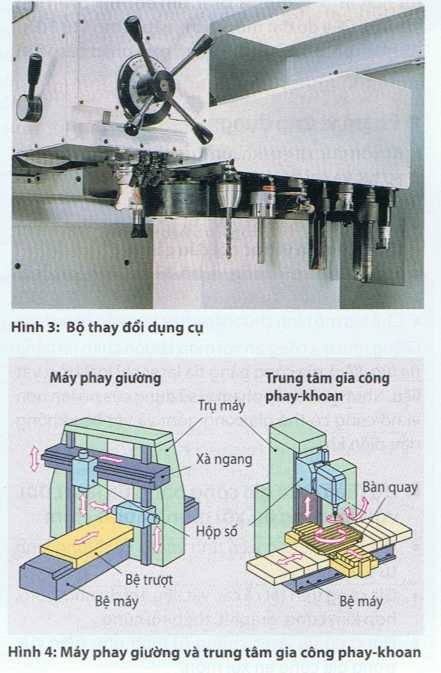
Thay đổi bàn, thí dụ như bàn góc cứng cho chi tiết nặng (Hình 2) và bàn gia công vạn năng nơi chi tiết có thể được hầu hết ở mọi vị trí của góc để phay (Hình 1 và Hình 1 trang 169). Bàn gia công xoay NC và ụ chia (thiết bị chia) NC mở rộng khả năng gia công (Hình 2 trang 169).

Một ống lồng (pinole) có thể di chuyển được tại đầu phay là thuận lợi đặc biệt khi khoan ở vị trí trục chính nghiêng (Hình 1).
2/ Điều khiển và lập trình như thế nào?
Máy phay điều khiển bằng tay được sử dụng ở các cơ sở đào tạo nghề và các xưởng sửa chữa, tất cả ba trục chính của máy đều điều khiển bằng tay qua tay quay. Ngay cả máy phay CNC dùng cho đào tạo, các trục X, Y và z thường có thể sử dụng phay tay thông qua tay quay điều khiển bằng điện tử
Máy phay CNC làm việc với một hệ điều khiển đường bao (quỹ đạo) cho ba hay nhiều trục chính (Hình 1 và hình 2).
Một trục khác, thí dụ như trục quay của bàn gia công tròn NC, có thể cho phép phay rãnh xoắn, phay ren và phay răng xoắn. Các chuyển động tiến tới, thí dụ như cho đường tròn và đường nghiêng, có thể điều khiển trên nhiều trục cùng một lúc với hệ điều khiển quỹ đạo. Kết hợp với một bộ phận thay đổi dụng cụ và hộp trữ dụng cụ, trình tự chương trình gia công có thể vận hành hoàn toàn tự động (Hình 3 trang 169).

Hệ thống lập trình định hướng theo xưởng (Hệ thống lập trình CNC và nhập liệu trực tiếp tại máy trong xưởng) tạo điều kiện lập trình nhanh với đồ họa hỗ trợ ở gia công phay nhiều đòi hỏi. Còn thêm vào đó là việc quản lý dụng cụ với sự giám sát tuổi thọ (thời gian sử dụng) và biểu đồ mô phỏng thời gian thực của chi tiết gia công này.
Thông số kỹ thuật về phạm vi làm việc, truyền động và khả năng lựa chọn được hướng dẫn bởi nhà sản xuất ở trong thẻ máy (Bảng 1).
| Bảng 1: Thông số kỹ thuật trong thẻ máy | |
| Hành trình X,Y,Z | 630,500,500 mm |
| Công suất truyền động | 11 KW |
| Phạm vi số vòng quay | 20… 7000 vòng/phút |
| Sự tiến nhanh X,Y,Z | 15m/phút |
| Phạm vi bước dẫn tiến | đến 1500mm/phút |
| Điều khiển | Điều khiển quỹ đạo CNC |
| Lựa chọn (theo yêu cầu khách hàng) | Bàn gia công vạn năng, bàn góc, bàn tròn gia công NC, Bộ thay đổi dụng cụ |
Bàn kẹp gia công vạn năng có thể được sử dụng như bàn xoay, bàn nghiêng hay bàn tròn (Hình 1). Chi tiết kẹp có thể được xoay và nghiêng ở vị trí góc thích hợp cho dao phay. Một bàn gia công tròn NC có thể được điều khiển như trục chính NC thứ tư. Kết hợp với một đầu phay xoay người ta có thể thực hiện gia công năm mặt của một chi tiết qua một lần kẹp (Hình 2). Cũng có thể gia công dạng hình xoắn, đường cong bao hay cắt răng xoắn. Quá trình xoay có thể điều khiển bằng tay hay bằng NC. Bộ thay đổi dụng cụ (Hình 3).
Chương trình vận hành tự động thay đổi dụng cụ theo trình tự công việc tương ứng, dụng cụ ở hộp trữ dụng cụ đưa vào trục chính thẳng đứng của máy phay và ngược lại. Qua đó người ta đánh giá rất quan trọng thời gian thay đổi dụng cụ ngắn (“Thời gian từ phoi đến phoi”). Bộ thay đổi dụng cụ được sử dụng đặc biệt trong sản xuất tự động và sản xuất loạt nhỏ.
Thuật ngữ “Thời gian từ phoi đến phoi” cho biết máy cần bao nhiêu giây để tiếp tục cắt gọt với dụng cụ mới thay thế.
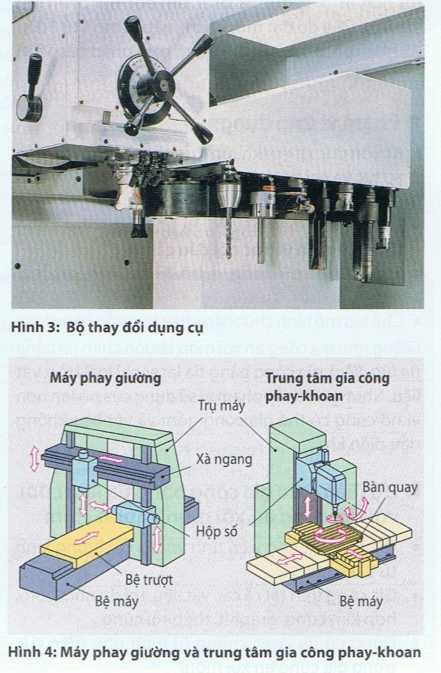
Máy phay giường được sử dụng để phay các chi tiết nặng và lớn. Trọng lượng của chi tiết và lực cắt gọt được tiếp nhận ở bệ máy, do đó hầu như khó có thể phát sinh sai lệch vị trí ở bệ trượt. Bởi thiếu bàn điều chỉnh chiều cao, hộp tốc độ (ụ trước) trong trụ máy đảm nhận điều chỉnh chiều cao ở trục phay ngang, trong khi trục phay đứng được định vị qua xà ngang (thanh ngang).
Trung tâm phay – khoan là dạng đặc biệt của phay giường. Hành trình bước dẫn tiến lớn có thể được hoàn tất với trục phay chính.




















{kind=link}