

CƯA, CẮT KIM LOẠI
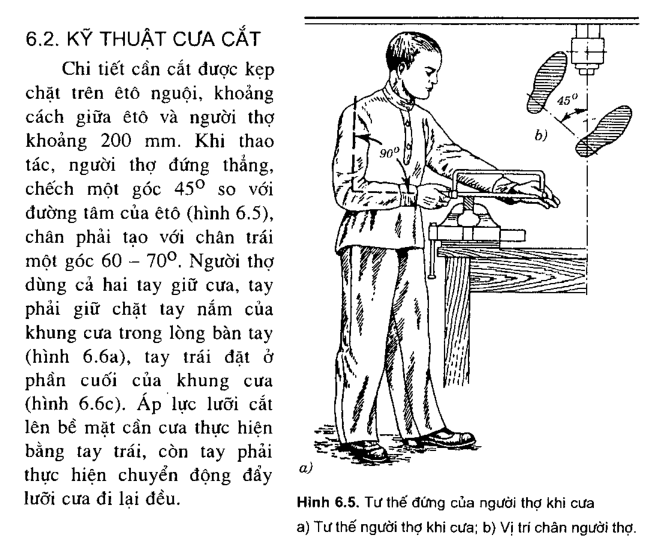
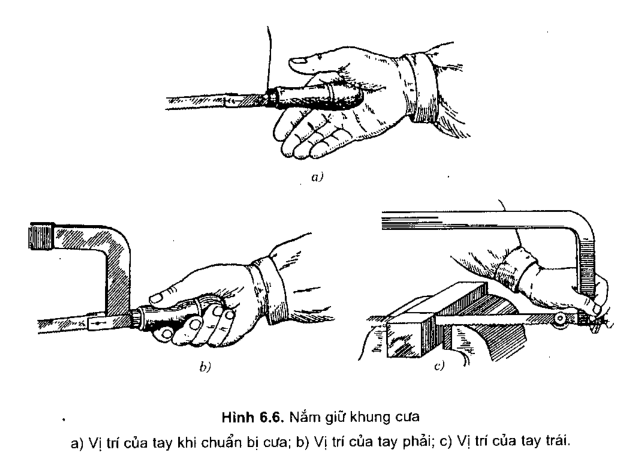
6.1. DỤNG CỤ CƯA, CẮT KIM LOẠI
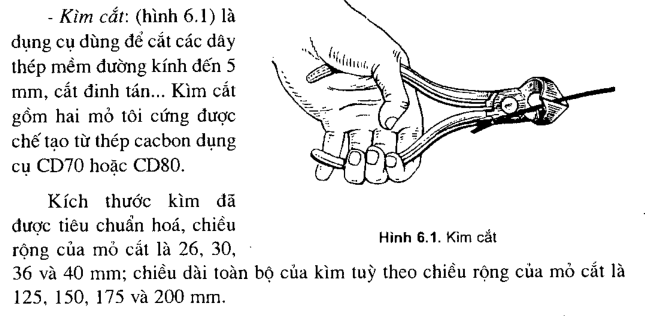
– Dụng cụ để cất kim loại tuỳ thuộc vào hình dạng, kích thước chi tiết và phôi liệu. Khi cắt các dây nhỏ dùng kìm cắt, khi cắt kim loại dạng tấm mỏng dùng kéo cắt tay hoặc kéo để bàn, khi cắt tấm kim loại dày hơn hoặc phôi tròn dùng cưa tay, kim loại có tiết diện lớn dùng máy cưa, máy cắt, khi cắt ống dùng dao cắt ống…
– Kéo cắt: Là dụng cụ dùng để cắt kim loại dạng tấm gồm kéo cắt tay và kéo để bàn.
+ Kéo cắt tay (hình 6.2a) là dụng cụ dùng để cắt tấm kim loại có chiểu dày đến 0,5 mm, được chế tạo từ thép CD70 hoặc CD80, bề mạt lưỡi cắt được tôi cứng, mài sắc tạo góc cắt. Kéo có chiều dài 200-350 mm, chiều dài phần cắt 70, 90, 105 mm. Khi cắt, tấm kim loại được đặt giữa hai lưỡi kéo, tay trái giữ phôi, tay phải tạo lực ấn lưỡi kéo xuống để cắt (hình 6.2b).
Hình 6.2c giới thiệu cách cắt vành tròn tấm kim loại dùng kéo cắt tay: hình bên trái: chiều cắt không đúng và hình bên phải: chiểu cắt đúng.
+ Kéo để bàn (hình 6.3a) có kích thước lớn hơn kéo cắt tay, thường dùng để cắt tấm kim loại có chiều dày đến 3 mm. Một trong các lưỡi kéo được rèn gấp tạo thành một cạnh góc vuông và cắm cố định xuống bàn. Kéo để bàn có năng suất cắt không cao, tốn sức lao động, nhất là khi cắt phôi có chiều dài lớn. Khi đó, nên thay kéo để bàn bằng máy cắt dùng hai dao cắt dạng đĩa tròn.

– Kéo cắt kiểu đòn bẩy (hình 6.3b) dùng để cắt tấm kim loại có chiều dày 1,5 – 2,5 mm, độ bền 40-50 kg/mm2 (thép, đuya ra), có chiều dài không hạn chế.
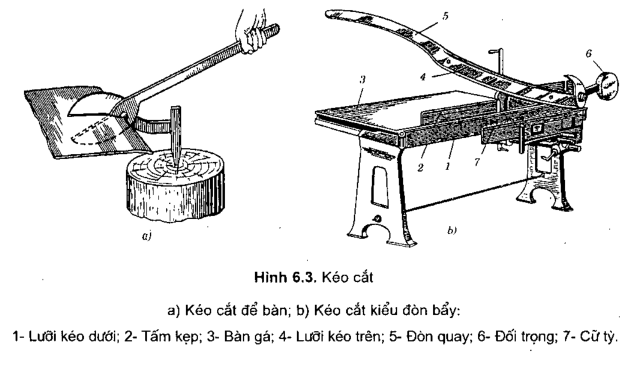
– Kéo gồm hai lưỡi cắt, lưỡi kéo trên được gắn trên đòn 4, có thể quay lên xuống nhờ tay đòn 5, cân bằng nhờ đối trọng 6. Lưỡi kéo dưới 1 được gắn cố định lên bàn.
Khi cắt, đưa tấm kim loại vào, đặt trên bàn 3, đẩy cho chạm cữ tỳ 7, cữ 7 dùng để điều chỉnh chiều rộng dải kim loại cần cắt, kẹp phôi nhờ tấm 2 và dùng tay đòn 5 ấn lưỡi cắt trên xuống cắt kim loại.
– Cưa kim loại là nguyên công nguội dùng cắt các tấm kim loại dày, phôi kim loại dạng tròn, định hình.
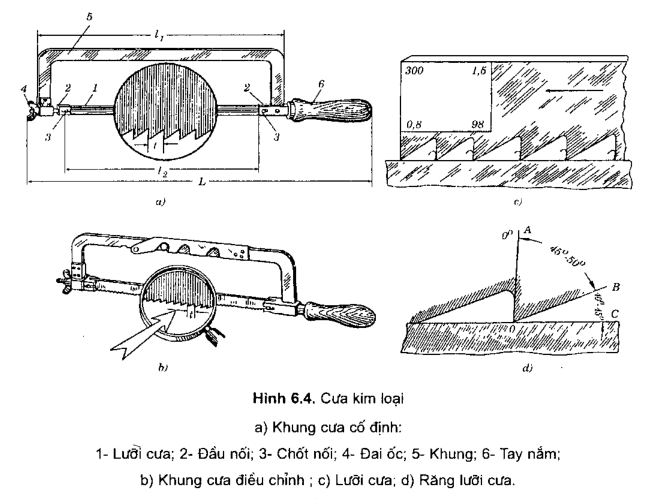
– Hình 6.4a là một cưa tay bao gồm khung 5, tay cầm 6, lưỡi cưa 1 được kẹp chặt nhờ hai đầu nối xẻ rãnh 2 có lỗ khoan để cắm chốt 3 vào lỗ trên lưỡi cưa. Khi quay đai ốc 4 sẽ kéo căng đầu nối 2 và kẹp chặt lưỡi cưa trên khung.
– Lưỡi cưa tay kim loại thường có chiều dày mỏng, được chế tạo từ thép cacbon dụng cụ CD80, CD90, CD100, trên bề mặt có tạo ra răng cắt một bên lưỡi cưa hoặc cả hai bên đối diện (hình 6.4d).
– Khi cưa, các răng lưỡi cưa được bố trí để mở mạch cưa, tránh ma sát, nhiệt khi cắt làm gãy, non lưỡi cắt. Lưỡi cưa có răng (bước) lớn thường mở mạch bằng cách bố trí một lưỡi cắt nghiêng sang phải, lưỡi cắt tiếp theo nghiêng sang trái… Lưỡi cưa có rãng nhỏ mở mạch theo kiểu hình sóng: 2-3 lưỡi cắt nghiêng sang trái, 2-3 lưỡi cắt tiếp theo nghiêng sang phải. Lưỡi cưa có răng trung bình mở mạch theo kiểu: một răng sang trái, một răng sang phải còn răng thứ ba không nghiêng.
– Lưỡi cưa (hình 6.4c) được đánh số trên thân lưỡi cưa (ở phần không làm việc) các thông số như chiều dài lưỡi cưa (300), bề rộng lưỡi cưa (0,8), bước lưỡi cưa (1,5), vật liệu làm lưỡi cưa (Y8).
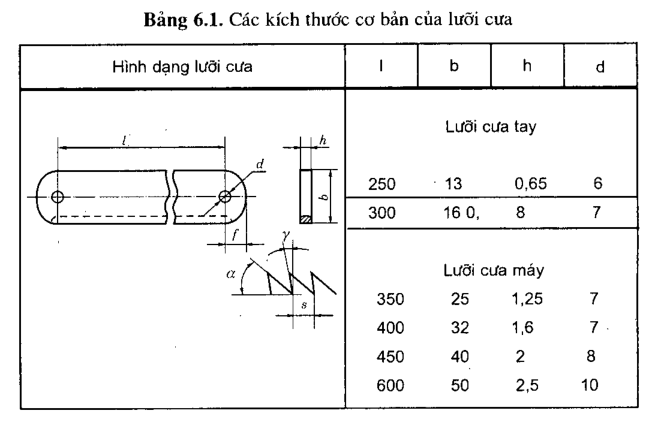
– Kích thước lưỡi cưa xác định bằng khoảng cách giữa hai lỗ trên thân lưỡi cưa. Lưỡi cưa lớn nhất có chiều dài 250 – 300 mm, chiều rộng 12-15 mm và chiều dày 0,6 – 0,8 mm. Lưỡi cưa cả hai mặt (trên và dưới) đều có lưỡi cắt thường có chiều rộng lớn hơn.
– Khi lắp lưỡi cưa vào khung cần chú ý hướng nghiêng của lưỡi cắt cho phù hợp với chiều đẩy của khung cưa về phía trước khi cưa (hình 6.4c).
Số răng cắt của lưỡi cưa khi chế tạo được chọn tuỳ theo độ cứng của vật liệu gia cồng, hình dạng, kích thước vật cần cưa. Khi cắt vật liệu cứng (thép, gang) chọn lưỡi cưa có số răng 16-18 răng trên chiều dài 25 mm, khi cắt các tấm mỏng: 24 – 32 răng, khi cắt các vật liệu kim loại dạng thanh: 22 – 24 răng. Khi chọn cần theo nguyên tắc: chi tiết cần cắt càng dày, răng càng lớn và ngược lại, chi tiết càng mỏng, răng càng nhỏ.
(Bảng 6.1) giới thiệu kích thước của các loại lưỡi cưa, các góc của lưỡi cưa (y: góc trước, : anpha: góc sau) được chọn như sau: khi gia công hợp kim đồng nhôm y = 12° và anpha = 35°; khi gia công thép và gang: y = 0° và anpha = 30°.
– Khung cưa được chế tạo có hai loại: cố định (hình 6.4a) và điều chỉnh (hình 6.4b) để có thể gá đặt được các lưỡi cưa có chiều dài khác nhau.
Khi cưa, cắt kim loại cần tuân theo các nguyên tắc sau:
1. Chọn lưỡi cưa theo vật cần cưa (độ cứng, hình dạng, kích thước…).
2. Kẹp chặt lưỡi cưa trên khung sao cho hướng lưỡi cắt theo hướng của hành trình làm việc khi cưa. Lưỡi cưa kẹp chặt vừa đủ, tránh xoắn, vặn.
3. Khi thao tác cần đẩy lưỡi cưa trên suốt chiều dài.
4. Khi cưa, không đẩy lưỡi cưa quá nhanh (> 30 – 60 hành trình/phút), khi đó ma sát, nhiệt cắt lớn làm lưỡi cưa mau mòn. Khi đẩy cưa phải nhẹ nhàng, đều, không giật, lắc.
5. Không đẩy cưa đi đến cuối lưỡi cưa, vì khi chạm vào đầu nối có thể nới lỏng lưỡi cưa đã kẹp trên khung.
6. Khi cưa, cần bôi trơn lưỡi cưa bằng dầu khoáng, tránh để nhiệt cắt lớn làm lưỡi cưa bị non, giảm độ cứng.
7. Khi cưa vật liệu là đồng, đồng đỏ, phoi đồng bám vào lưỡi cưa làm lưỡi cưa không cắt, chỉ trượt đi. Khi đó, nên dùng lưỡi cưa mới và thường xuyên lau sạch phoi trên lưỡi cưa.
– Quá trình cắt bao gồm hai hành trình: hành trình cắt khi lưỡi cưa đẩy về phía trước và hành trình không cắt khi lưỡi cưa đẩy lùi về phía người thợ. Ở hành trình lùi về, không được ấn lưỡi cưa xuống bề mặt gia công vì làm lưỡi cưa bị cùn, mòn, gãy lưỡi cắt; ở hành trình cắt cần đẩy lưỡi cưa đi đều, thẳng để miệng cắt được phẳng.
– Cưa, cắt tấm kim loại bản rộng, (hình 6.7) khi bắt đầu cưa, lưỡi cưa để nghiêng và cưa từ phía mép cạnh, sau đó giảm dần độ nghiêng và chuyển sang cắt phía mép cạnh đối diện, sau đó để lưỡi cưa ở vị trí nằm ngang và cưa đến khi đạt yêu cầu

– Khi cưa cắt kim loại theo chiều dọc, chiều sâu lớn (hình 6.8a), khi đó lưỡi cưa được quay đi một góc 90° để khung cưa ở vị trí ngang.

– Cắt các đường cong và góc thường dùng các loại cưa dây (cưa mỹ nghệ) (hình 6.8b). Cưa dây là lưỡi cưa mỏng có bản hẹp, răng cưa nhỏ. Ở chỗ chuyển tiếp (góc, hình) thường khoan một lỗ bằng chiều rộng lưỡi cưa để xỏ lưỡi cưa qua khi thao tác cưa.
– Cưa, cắt ống: ống trước khi cắt không kẹp trực tiếp vào êtô mà kẹp thông qua hai miếng gồ để tránh biến dạng ống khi kẹp. Để cắt đúng chiều dài, trước khi cắt cần phải vạch dấu chiều dài cắt.
– Cắt các ống bằng dao cắt ống; Dao cắt ống (hình 6.9a) bao gồm mỏ cắt 5, tay cầm 3 và ba con lăn 2 (dao) bằng thép, dạng đĩa. Ông cần cắt được kẹp trong một gá lắp chuyên dùng 1, dao cắt được gá trên ống 4, khi quay tay cầm đi lại xung quanh tâm ống và xiết dần tay quay 3, dao cắt dạng con lăn 2 miết vào ống và cắt đứt ống.
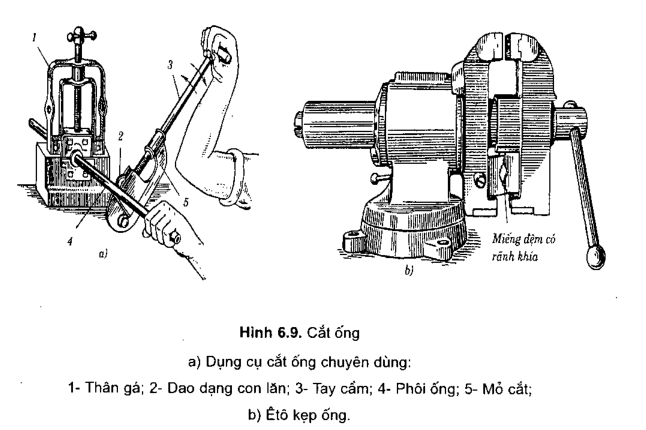
– Ống cũng có thể được kẹp qua miếng đệm có rãnh khía gá trên êtô (hình 6.9b). Khi cắt ống, bề mặt tiếp xúc giữa dao cắt và ống được tưới dung dịch êmunxi hoặc dầu.
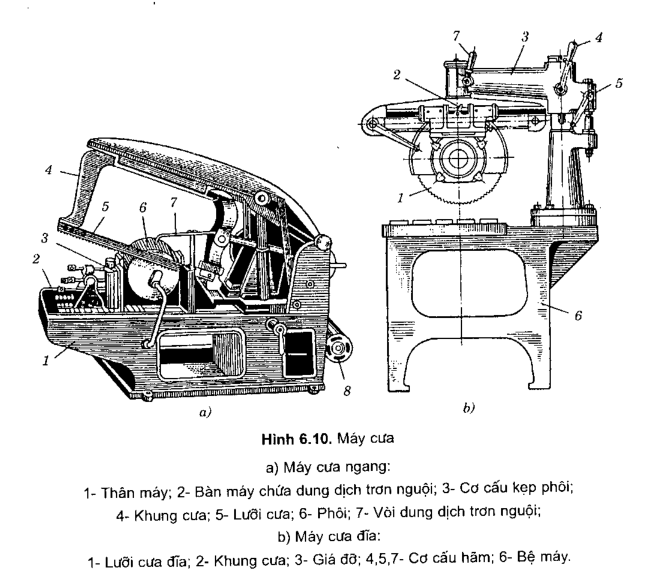
– Cưa, cắt kìm loại trên máy cưa: Cưa cắt kim loại bằng tay có năng suất thấp nên thường hay dùng máy để cưa cắt kim loại. Máy cưa ngang (hình 6.10a) là một loại máy công cụ bao gồm bệ máy 1, bàn máy 2, trên bàn có lắp êtô 3 để kẹp phôi cần cắt 6. Trên máy có khung cưa 4 để kẹp lưỡi cưa máy 5. Chuyển động đi lại, lên xuống của lưỡi cưa được thực hiện nhờ động cơ điện 8 thông qua các cơ cấu chấp hành. Trong quá trình cắt kim loại bề mặt tiếp xúc với lưỡi cưa được tưới dung dịch trơn nguội (dầu, êmunxi hoặc nước) qua đường ống 7.
– Máy cưa đĩa (hình 6.10b) dùng để cắt ống và các vật liệu định hình. Máy cưa đĩa có năng suất cao vì quá trình cắt liên tục, máy bao gồm lưỡi cưa dĩa 1, trục mang đĩa cưa 2, thân ngang 3, bệ máy 6, tay quay 4, 5, 7 để điều chỉnh vị trí khi cắt.
– Khi cắt các loại thép hình (U, I, L, …) thường hay dùng máy mài cắt, trên máy lắp đá cắt dạng đĩa mỏng có đường kính > 300 mm, chiều dày 2 – 2,5 mm.
Khi cắt kim loại cần chú ý tuân thủ các nguyên tắc về an toàn lao động sau:
1. Lưỡi cưa được gá đặt chính xác và kẹp chặt cẩn thận trước khi làm việc.
2. Chi tiết trước khi cắt được kẹp chắc chắn trên êtô.
3. Không được dùng cưa không có tay nắm, không được dùng miệng thổi mạt phoi vì có nguy cơ mật phoi bắn vào mắt.
4. Trước khi cắt rời cần đỡ phần sẽ cắt, tránh để rơi gây tai nạn.



















{kind=link}