

GIŨA KIM LOẠI
1. KHÁI NIỆM
– Giũa kim loại là phương pháp gia công nguội hớt đi một lớp kim loại trên bề mặt của chi tiết gia công bằng dụng cụ là cái giũa. Giũa dùng để sửa nguội các chi tiết khi lắp ráp, giũa nguội tạo nên chi tiết có hình dáng, kích thước yêu cầu, sửa các mép cạnh chi tiết trước khi hàn.
– Giũa chia ra giũa thô và giũa tinh tuỳ theo loại giũa, độ chính xác khi giũa đạt 0,05 ram, nếu giũa cẩn thận có thể đạt 0,02 – 0,01 mm. Lượng dư khi giũa từ 0,025 – 1 mm.
2. CÁC LOẠI GIŨA
– Giũa gồm nhiều loại có vật liệu, hình dáng, chiều dài, bước băm giũa khác nhau. Thông thường giũa được làm từ thép cacbon dụng cụ CD80,CD90, CD100, CD120… Trên mặt giũa, các răng giũa được gia công bằng nhiểu phương pháp: trên máy băm giũa bằng dụng cụ chuyên dùng, phay trên máy phay, chuốt trên máy chuốt và mài trên máy mài bằng đá chuyên dùng.
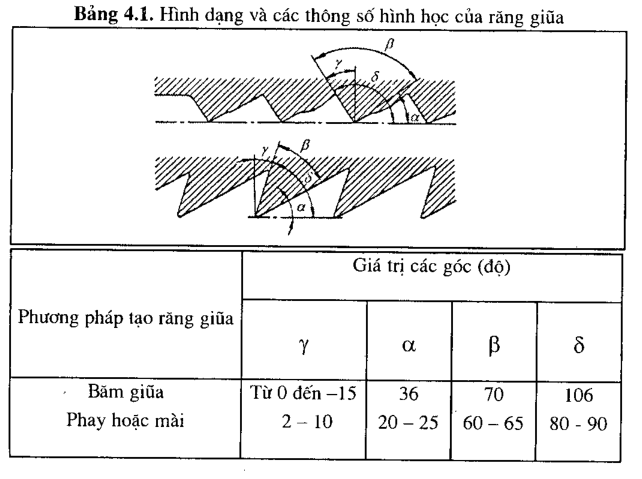
Hình dạng và các thông số hình học của các vân giũa (răng) tuỳ thuộc vào phương pháp tạo răng (bảng 4.1).
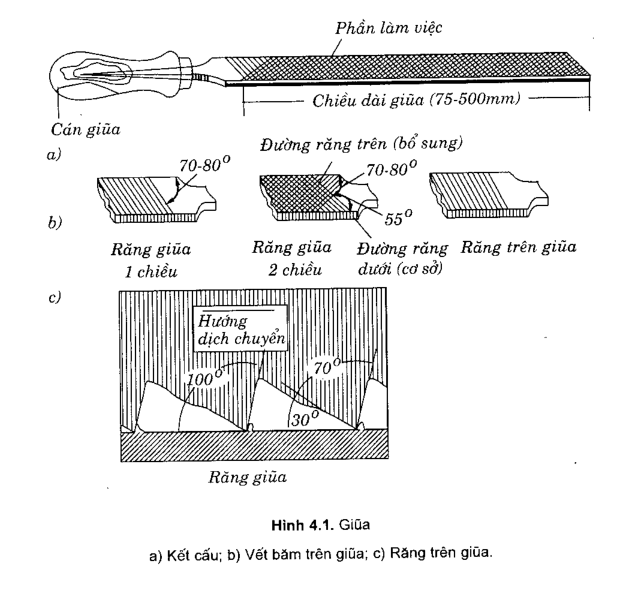
– Hình 4.1 giới thiều kết cấu của giũa dẹt bao gồm thân giũa có các vân giũa (răng) để tạo phoi khi giũa, cuối thân giũa được vát nhọn để đóng chặt vào cán giũa bằng gỗ.
– Cấc dạng răng giũa: Răng giũa là các vết khía, răng băm trên thân giua để tạo thành các lưỡi cắt tạo phoi khi giũa (hình 4.1c) Có nhiều loại răng giũa: loại có răng một chiều, loại có răng theo hai chiều chéo nhau, loại có vấu (hình 4.1b).
– Giũa có răng theo một chiểu thường dùng để giũa các kim loại mềm (đồng thau, kẽm, bacbit, thiếc, nhôm, đồng đỏ…) có độ bền thấp. Ngoài ra còn dùng để mài sắc lưỡi cưa, xẻ gỗ. Góc nghiêng của răng giũa khi băm là 70 – 80° so với đường tâm giũa.
– Giũa có răng theo hai chiều, chéo nhau thường dùng để giũa kim loại cứng (thép, gang…) có độ bền cao, chiều dài lưỡi cắt tạo phoi ngắn, dễ lấy phoi hơn so vổi dùng giũa có răng một chiều. Răng của loại giũa này gồm đường răng dưới (cơ sở) nghiêng một góc 55°, còn đường răng trên chéo một góc 70 – 80° so với
thân giũa. Như vậy, góc giữa hai răng chéo nhau là 70 + 55 = 125° là góc thích hợp nhất để bảo đảm năng suất cao khi giũa các kim loại cứng.
– Giũa gỗ bao gồm các vấu hình tháp lồi trên bề mặt làm việc để tạo thành các răng giũa lớn (thô) hay nhỏ (mịn). Loại này thường dùng giũa các vật liệu mềm (gỗ, cao su, xương, sừng…), nhờ các vấu này có thể tạo nên lượng phoi lớn mà phoi không lấp đầy rãnh như khi dùng giũa kim loại thông thường.
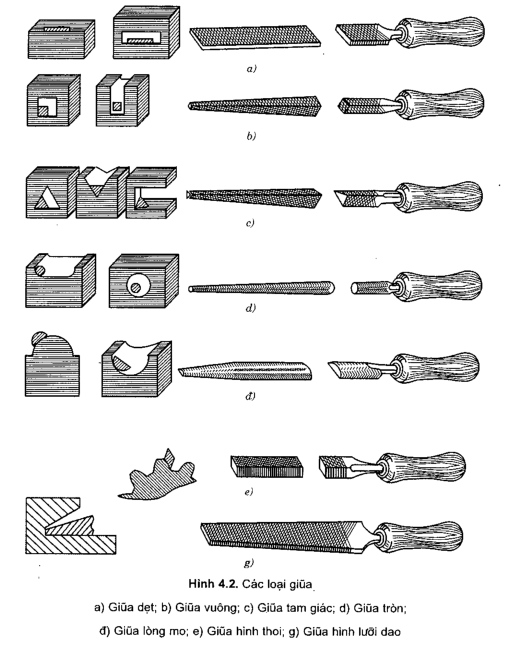
Các lọai giũa: Các loại giũa được chia ra theo dạng răng giũa, hình dáng tiết diện ngang của thân giũa, biên dạng giũa để gia công các dạng bề mặt khác nhau.
(Hình 4.2) trình bày các loại giũa và dạng bề mặt gia công bằng giũa. Giũa dẹt dùng để giũa các mật phẳng trong, ngoài, mặt ngoài lồi (hình 4.2a).
– Giũa vuông (hình 4.2b) để giũa các lỗ, rãnh vuông và các rãnh khác. Giũa tam giác (hình 4.2c) để giũa các góc trong rãnh, các lỗ đa giác… Giũa tròn (hình 4.2d) để vê tròn các cung lượn, giũa các lỗ của sản phẩm. Giũa lòng mo (hình 4.2đ) để giũa các bề mặt cung lồi, lõm. Ngoài ra còn các loại khác như giũa hình thoi, giũa ôvan, giũa hình lưỡi dao…Khi gia công tuỳ theo bước răng có thể chia ra giũa thô (bước răng lớn) để gia công thô, giũa tinh có bước ràng nhỏ hơn để gia công bán tinh, giũa mịn có bước răng rất nhỏ để gia công tinh.
Bảng 4.2 giới thiệu lượng dư, độ chính xác và độ nhẵn bóng bề mặt khi giũa thô, giũa tinh và giũa mịn.
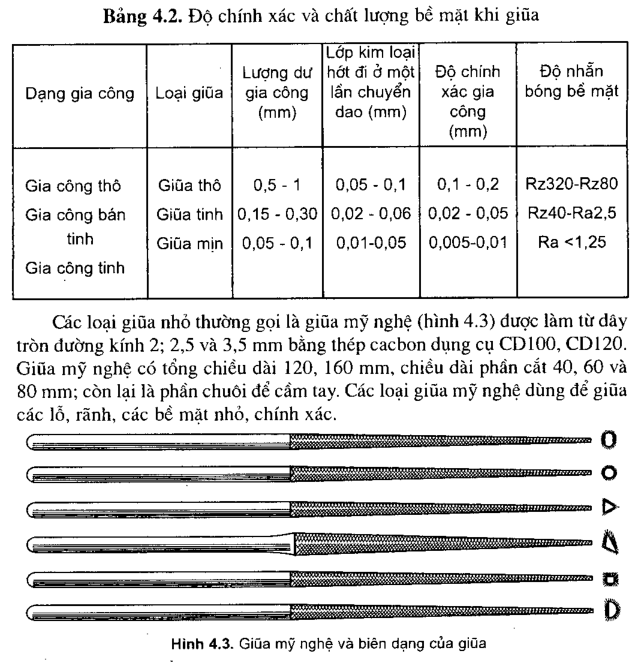
– Giũa mỹ nghệ chia thành 6 cỡ số tuỳ theo số răng giũa trên 10 mm chiều dài làm việc. Số 1 có 22 đường răng, còn số 6 có 80 đường răng. Như vậy, giũa số 1 là giũa thô, số 2 là giũa mịn, số 3, 4, 5, 6 là loại giũa rất mịn. Giũa mỹ nghệ có nhiều biên dạng khác nhau: tròn, vuông, tam giác, ôvan…
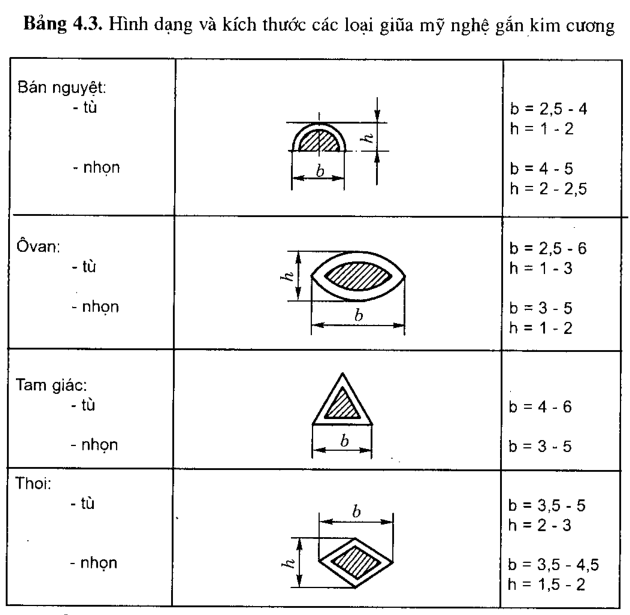
– Ngoài ra, khi cần gia công nguội bề mặt có độ cứng cao có thể dùng giũa mỹ nghệ gắn kim cương. Bảng 4.3 giới thiệu hình dạng và kích thước các loại giũa mỹ nghệ có gắn kim cương nhân tạo dùng để sửa nguội các bộ khuôn có gắn mảnh hợp kim cứng.
– Để nâng cao thời gian sử dụng của giũa, khi sử dụng cần chú ý không nên dùng giũa để gia công các phôi đúc có vỏ cứng, dính cát; phôi rèn có gờ, vảy gỉ kim loại vì sẽ làm giũa mòn nhanh. Không được để giũa dính dầu, bụi bẩn, đặc biệt là hạt mài vì làm giảm khả năng cắt gọt của giũa. Giũa được bảo quản tránh để nước rơi xuống làm giũa bị gỉ.
– Trong quá trình làm việc, khi mạt phoi bám đầy khe giũa làm giảm khả năng cắt gọt của giũa, khi đó dùng bàn chải sắt chải sạch mạt phoi, vết bẩn, gỉ.
3. KỸ THUẬT GIŨA
Chất lượng bề mặt sau khi giũa phụ thuộc vào tư thế đứng của người công nhân, cách cầm giũa và thao tác khi giũa. Khi giũa, chi tiết được kẹp trên êtô, chiều cao êtô cần chọn để vị trí của tay khi làm việc tạo thành góc vuông (90°) so với cánh tay kể từ vai (hình 4.4a).Thân của người thợ tạo thành góc 45° so với cạnh của má êtô (hình 4.4b).
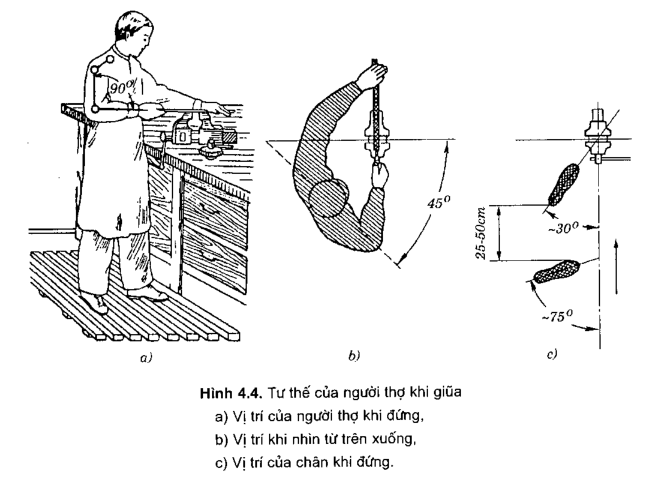
– Bàn chân trái đặt cách cạnh của bàn nguội một khoảng 150 – 200 mm, góc bàn chân hướng về bàn nguội khoảng 30°, chân phải tạo góc 75°, (hình 4.4c) mặt hướng về hướng chuyển động của giũa khi thao tác. Tay phải người thợ nắm cán giũa, ngón cái đặt trên cán dọc theo chiều dài của giũa; tay trái tỳ nhẹ trên mật giũa để tạo áp lực, tay phải tạo lực đẩy; khi đẩy giũa, lực tỳ khi đẩy phải đều.
Khi giũa nguội bề mặt thường có các dạng sau:
– Giũa mặt phẳng (rộng hoặc hẹp).
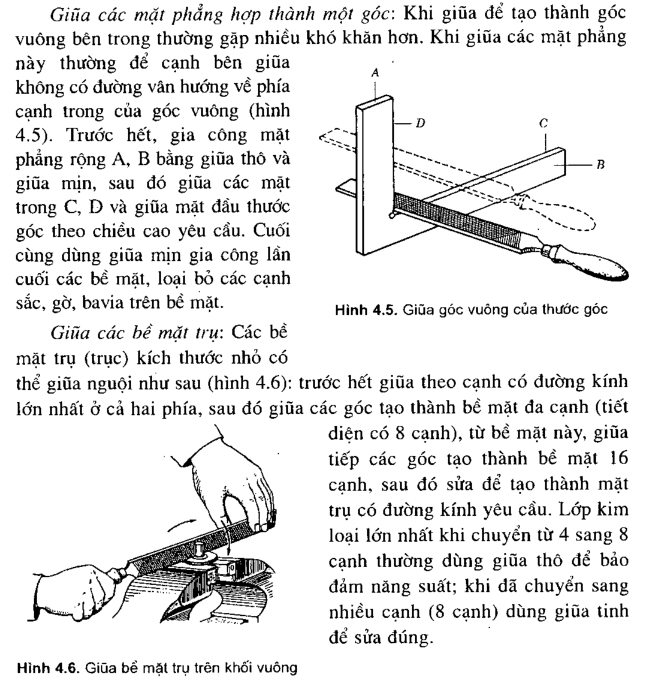
– Giũa các mặt phẳng hợp thành một góc.
– Giũa các chi tiết hình trụ.
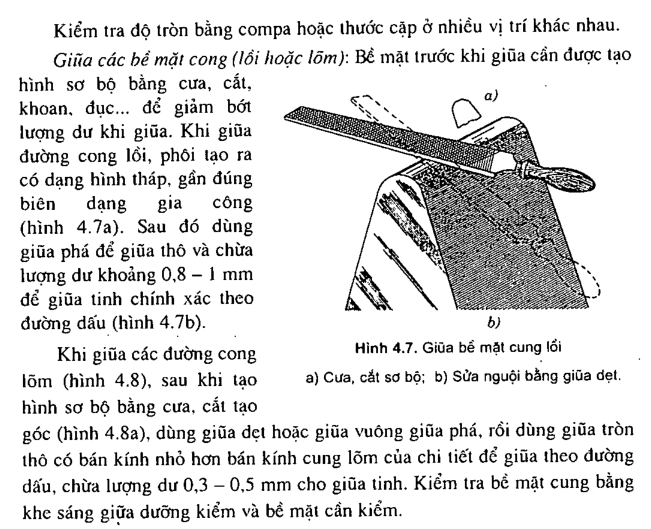
– Giũa các bề mặt cong (lồi, lõm).
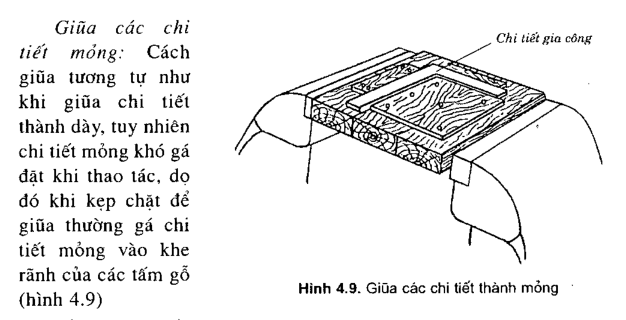
– Giũa các chi tiết mỏng.
Giũa cấc mặt phẳng: thường dùng các loại giũa dẹt phẳng răng chéo (thô và tinh). Trước khi giũa cần vạch dấu các bề mặt, xác định vị trí tương quan của các bề mặt theo bản vẽ chi tiết để bảo đảm lượng dư khi giũa, tránh phế phẩm. Sau đó, kẹp chặt chi tiết trên êtô ở vị trí nằm ngang, bề mặt cần giũa cao hơn má êtô 4 – 7 mm rồi tiến hành giũa mặt phẳng đầu tiên.
Kiểm tra độ song song khi giũa bằng compa đong hoặc thước cặp. Để kiểm tra độ phẳng của bề mặt thường dùng thước kiểm đặt ở các vị trí khác nhau (đọc, ngang, chéo) trên mật phẳng và đánh giá độ phảng bằng khe sáng giữa thước kiểm và mặt phẳng gia công.
4. GIŨA CÁC LỖ ĐỊNH HÌNH VÀ RÀ KHỚP CÁC BỂ MẶT
– Giũa các lỗ định hình là gia công các lỗ có hình dáng khác nhau: lỗ tam giác, lỗ vuông, lỗ hình chữ nhật… Khi gia công lỗ tròn, lỗ ôvan dùng dụng cụ là giũa tròn, giũa lồng máng; các lỗ hình tam giác dùng giũa tam giác, hình lưỡi dao, hình lá lúa; các lỗ vuông, chữ nhật dùng giũa vuông, giũa dẹt.
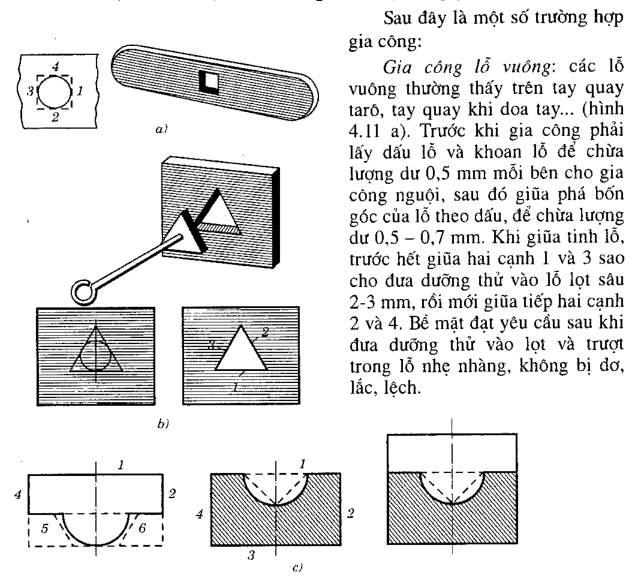
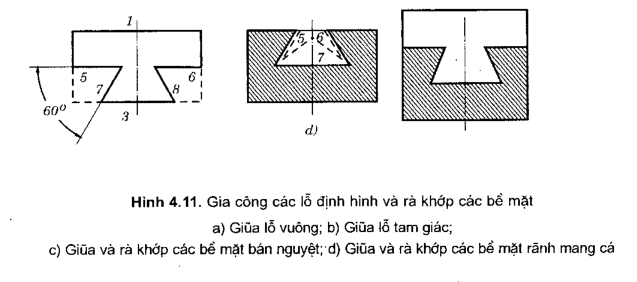
– Giũa lỗ tam giác (hình 4.11b): Sau khi lấy dấu lỗ tam giác và khoan lỗ, dùng giũa phá ba góc và giũa các cạnh 1, 2, 3 để chừa lượng dư 0,5 mm so với đường vạch dấu. Khi giũa sửa đúng các cạnh, thường dùng dưỡng kiểm để kiểm tra các cạnh cho đến khi nào đưa dưỡng vào trong lỗ và trượt nhẹ nhàng. Dùng căn lá để kiểm tra khe hở giữa dưỡng và lỗ (giá trị khe hở nhỏ hơn 0,05 mm).
– Rà khớp các bề mặt: là phương pháp sửa nguội tinh lần cuối khi ghép hai bề mặt định hình vào nhau. Độ chính xác sau khi sửa nguội được đánh giá bằng các dưỡng mẫu đặc biệt.
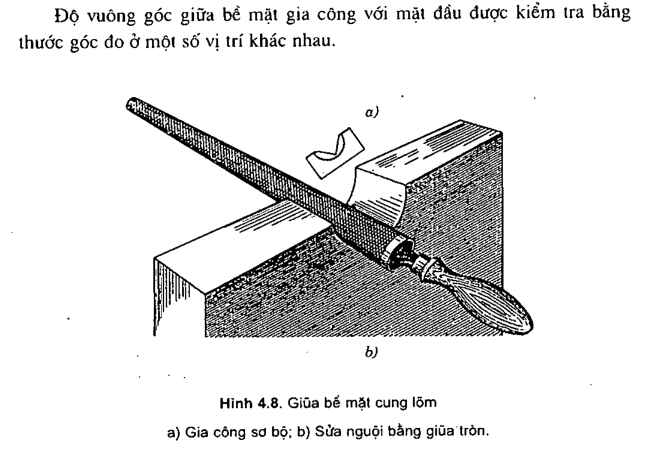
– Khi nguội các bề mặt chi tiết có tiết diện cung tròn, đầu tiên tiến hành gia công nguội bề mặt có đường bao bên trong trước vì chúng dễ kiểm tra bằng các trục kiểm. Thứ tự công việc tiến hành như sau: trước hết, giũa mặt phẳng lớn để làm chuẩn, sau đó vạch dấu các đường vạch 1,2, 3, 4 (hình 4.11c) và cung tròn.Cưa, cắt các cạnh (đường chấm gạch), giũa nguội chính xác cạnh 1, cung tròn, kiểm tra độ chính xác bằng dưỡng mẫu, độ đối xứng bằng thước cặp.
– Khi gia công cung tròn bên ngoài, thứ tự gia công như sau: trước hết, giũa nguội mặt phẳng lớn để làm chuẩn, gia công nguội bốn cạnh bên, lấy dấu và cắt các góc (theo đường chấm gạch), giũa nguội các cạnh 5, 6, sửa nguội tinh các bề mặt lắp ghép.
– Độ chính xác lắp ghép được thể hiện qua độ kín khít khi lắp và kiểm tra bằng khe sáng. (Hình 4.11d) trình bày cách nguội các bề mặt lắp ghép kiểu mang cá. Trước hết, gia công mang cá ngoài theo thứ tự: gia công nguội mặt phẳng lớn để làm chuẩn và bốn cạnh ngoài, lấy dấu các góc, cắt tạo hình sơ bộ và gia công nguội các cạnh 5, 6 song song với cạnh 1, giũa nguội các cạnh 7, 8 tạo góc 60° so với cạnh 3, bảo đảm đối xứng so với tâm chi tiết.
– Gia công rãnh mang cá bên trong theo thứ tự: gia công nguội mặt phang lớn, lấy dấu rãnh mang cá và cắt tạo hình sơ bộ, gia công nguội các cạnh 5, 6, 7, để chừa lượng dư 0,05 – 0,1 mm, bảo đảm góc độ, độ đối xứng. Cuối cùng tiến hành sửa nguội tinh sao cho khi lắp ghép mang cá trượt nhẹ, không lắc, lệch, không có khe hở sáng.
Sai sốt phế phẩm khi giũa:
– Trong khi giũa do nhiều nguyên nhân khác nhau gây ra sai sót, phế phẩm như: kích thước gia công, độ nhám bề mặt không đạt vêu cầu, bề mặt gia công không bằng phẳng, bề mặt có vị trí tương quan không phù hợp so với các bề mặt khác, các bề mặt gia công rà khớp nhau khi lắp bị lắc, lệch…
– Để ngăn ngừa những sai sót, phế phẩm kổ trên cần phải tìm rõ nguyên nhân sinh ra để loại trừ, phải tổ chức tốt chỗ làm việc; người thợ cần chịu khó, kiên nhân, tay nghề thành thạo. Khi gia công tinh phải thao tác cẩn thận, cần phải có những dụng cụ gia công, dưỡng mẫu thích hợp.



















{kind=link}