
Các dạng hỏng hóc của ngõng trục, ổ trục :
Thường ngõng trục, ổ trục hư hỏng vì mòn.
Phương pháp khắc phục
– Nếu mòn ít < G,G2mm có thể mài trên máy tiện bằng kẹp gỗ với bột mài nhão.
– Nếu mòn quá G,G2mm thì mài với kích thước sữa chữa sau khi mài phải kiểm tra độ cứng xem còn có lớp thấm than hoặc tôi cứng. Không nếu mài mất lớp cứng phải nhiệt luyện hoặc hóa nhiệt luyện lại. Khi gia công ngõng trục đạt tới kích thước sữa chữa phải thay bạc lót ổ trục.
– Nếu ngõng trục mòn tới G,1 mm thì mạ crôm phun kim loại hoặc hàn hổ quang. Phải đắp đủ cả lượng dư gia công vì sau khi tiện và mài phải đạt được của chi tiết.
– Nếu ngõng trục, ổ trụcmòn nhiều thì có thể tiện nhỏ đi rồi ép bạc sửa chữa giống như một biện pháp phục hổi trục tâm, trục truyền.
– Nguyên công cuối cùng trong sửa chữa ngõng trục lắp với ổ là đánh bóng như sau: Lắp trục lên các mũi tâm, tốc độ, quay của trục khoảng 5G-7Gm/phút, đá đánh bóng là một miếng gang peclit hạt nhỏ có bôi bột mài nhão để đánh bóng ngõng trục. Khi thao tác tay cầm miếng gang áp nhẹ mặt có bột mài vào ngõng trục và đưa đi đưa lại theo chiều dài ngõng trục khoảng 3-5 phút. Trong quá trình đánh bóng ngõng trục thỉnh thoảng lại rửa bột mài dính vào ngõng trục và miếng gang bằng xăng, bôi lớp bột mài mới vào miếng gang và tiếp tục công việc. Đến khi bề mặt ngõng trục bóng như gương thì được.
4.2. Sửa chữa lỗ côn
4.3.1. Các dạng hỏng hóc của lỗ côn
Lỗ côn của trục chính các máy cắt kim loại thường bị hỏng vì mòn. Kiểm tra độ mòn bằng các vết sơn tiếp xúc giữa lỗ với calip côn.
4.3.2. Phương pháp khắc phục
Nếu lỗ mòn ít có thể đưa lên máy mài tròn trong để sửa chữa, khi đó đặt ngõng trước của trục chính có lỗ côn cần mài lên giá đỡ chuyên dùng (luynet), đầu sau trong mâm cặp máy mài. Sai số gá đặt cho phép là 0,005 mm. Khi mài chú ý đảm bảo độ côn ban đầu. Nếu độ côn cần mài là của trục chính máy tiên có thể để nguyên trục trên máy ở dạng lắp, dùng đổ gá mài kẹp trên bàn giao để mài lỗ côn.
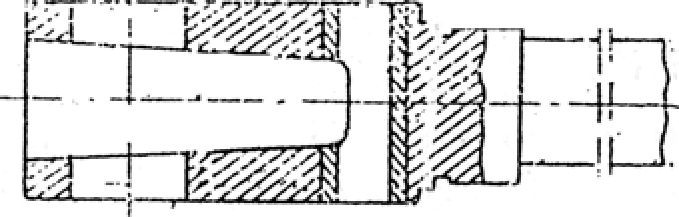
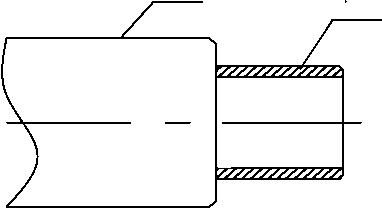
Nếu lỗ côn trục chính mòn nhiều thì có thể phục hổi bằng cách ép bạc sửa chữa như sau:
| Hình 4.2: phục hổi lỗ côn của trục chính bằng bạc bổ |

Tiên sẩn một bạc côn bằng thép cacbon thấp ( chi tiết 2 trong hình 4.2) dày 4-5mm, có kích thước phù hợp để ép vào lỗ côn trục chính sau này. Để đảm bảo đồng tâm giữa đường tâm lỗ côn sau khi sửa chữa với đường tâm trục chính, cần để nguyên trục chính lắp trên máy (nếu là sửa chữa trục côn trên trục chính máy tiên) mà tiên lỗ côn theo đường kính ngoài của bạc 2 sao chochiều dài của bạc khi lắp khít vào lỗ côn đã tiên của trục chính, lúc chưa ép chặt thì đầu bạc thò ra ngoài mặt đầu trục chính 5mm. Thấm than lỗ bạc sâu 0,5-8mm, tôi đến HRC58-60, tẩy sạch gỉ sắt và các chất bẩn bám ở bạc bôi mỡ mặt ngoài bạc và đặt nó vào lỗ côn trục chính. Dùng một đổ vá kiểu trục hút để ép chặt bạc vào lỗ côn trục chính. Sau khi ép, mài lỗ bạc để đạt độ nhẵn và độ chính xác yêu cầu.
4.3. Sửa chữa ren và lỗ then
4.4.1. Các dạng hỏng hóc của ren và lỗ then
Dạng hỏng cơ bản của ren và lỗ then là ren bị mòn, lỗ then bị hoặc sứt
mẻ.
4.4.2. Phương pháp khắc phục
yĐối với ren của trục chính bị mòn được sửa chữa bằng mạ điện, hàn lắp hoặc hàn hổ quang rung rồi gia công cơ đạt kích thước ban đầu. Nếu cắt ren mới với kích thước nhỏ đi thì phải thay đĩa bắt mâm cặp vặn vào ren này, cách này rất ít dùng vì kích thước phần trở nên không tiêu chuẩn.
- Đối với rãnh then:
– Nếu mòn ít hoặc sứt mẻ thì hàn đắp những chỗ sứt mẻ rồi gia công đạt kích thước ban đầu. Những rãnh then bị hỏng nặng thì không sửa chữa mà hàn đắp rồi làm rãnh then mới ở vị trí khác cách rãnh cũ 900, 1350, 1800 theo chu vi nếu kết cấu cho phép.
– Nếu hàn đắp mà sợ vênh thì có thể ép một đệm thép vào rãnh cũ rồi hàn liền hoặc bắt chặt băng vít.
- Đối với then hoa:
– Nếu mối ghép then và then hoa mòn hết mà mối ghép định tâm theo đường bên trong của trục thì cách sửa chữa tốt nhất là: sửa lỗ then hoa tới kích thước sửa chữa và tăng kích thước then hoa trên trục theo kích thước của rãnh then lỗ sau khi sửa chữa nếu then và rãnh then đã tôi cứng thì phải ủ trước khi sửa chữa.
– Làm tăng kích thước then hoa trên trục bằng cách xấn từng then một theo chiều dọc dọc then, xấn then hoa là dùng một đĩa bằng thép làm hằn
thành vết trên bề mặt dọc theo then hoa (bề mặt then hoa theo đường kính ngoài). Sau khi xấn kim loại của then được dổn sang hai bên làm tăng chiều rộng và đường kính trong của then. Ta xấn từng then tới khi chiều rộng của then tới khi chiều rộng của then tăng tới kích thước vượt quá chiều rộng của rãnh ở lỗ. Sau khi sửa chữa một lượng dư đủ để gia công (G.1^- G,2) mm thì sang then khác, cứ tiếp tục như thế đến hết. Sau đó gia công lại và nhiệt luyện để đạt độ cứng ban đầu.
– Nếu rãnh then và then hoa mòn ít đối với mối ghép định tân theo đường kính ngoài của trục thì sửa chữa như sau: Sửa chữa trục then hoa tới kích thước sửa chữa và nâng đường kính ngoài của lỗ then hoa để các rãnh then hẹp lại phù hợp với kích thước sửa chữa của chiều rộng then trên trục. Sau đó sửa lại chiều rộng rãnh và đường kính ngoài của lỗ then hoa (may ơ).
– Nếu rãnh then và then hoa mòn nhiều thì hàn lắp rồi gia công cơ theo kích thước sửa chữa (ban đầu).
Chú ý: Những mối ghép ren và then trên trục chính rất chính xác và trục chính là chi tiết quan trọng không nên vì sửa chữa ren, then hoa và rãnh then mà làm ảnh hưởng tới độ chính xác của toàn trục.
4.4. Sửa chữa lỗ đóng chệm
4.5. Ì. Các dạng hỏng hóc của lỗ đóng chệm
Lỗ đóng chệm để tháo dụng cụ cắt (mũi khoan) ở trục chính máy khoan cũng hay hỏng bị mòn.
4.5.2. Phương pháp khắc phục Công nghệ sửa chữa như sau
Gia công rộng lỗ đó thành hình chữ nhạt trên máy xọc để chuẩn bị ép bạc bổ sung vào. Theo kích lỗ vừa gia công và đường kính trục chính, chế tạo một bạc để đến lượng dư mài và độ dôi lắp ghép, vát bốn góc bạc để khỏi cấn vào bốn góc lỗ khi lắp; tôi độ bạc đến độ cứng HRC55- 62 rồi mài bốn mặt ngoài sẽ lắp vào lỗ. Cuối cùng, nung nóng trục chính và ép bạc vào lỗ chữ nhạt vừa gia công của trục.
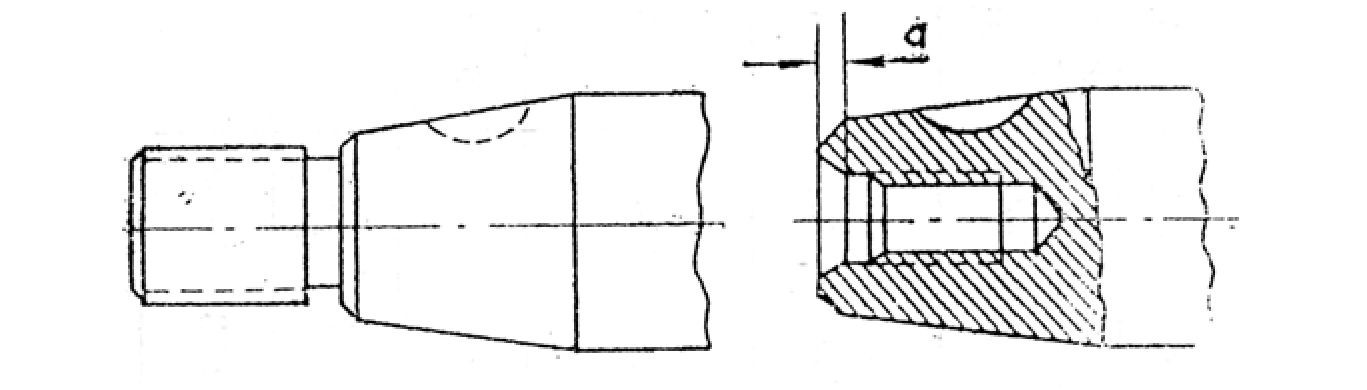
4.6. Sửa chữa ngõng côn
Nhiều loại trục lắp ghép với các chi tiết đối tiếp bằng ngõng côn có then (thường là then bán nguyêt). Hai loại trong số các ngõng côn đó được giới thiệu trên hình 4.4. Đó là kết cấu đầu trước của trục chính máy mài, mài dùng để lắp với may ơ của chi tiết đối tiếp như ích kẹp đá mài, bạc, mâm cặp .v.v…
| Hình 4.4: Ngõng côn trục chính |

4.6.1. Các dạng hỏng hóc của ngõng côn
Các dạng hỏng của ngõng côn thường là:
– Mòn mặt côn lắp ghép trên trục và trên lỗ làm chi tiết bị lỏng chiều trục, do đó cũng bị lỏng hướng tâm.
– Mòn và chèn dạp rãnh then, ở trục và lỗ.
– Chèn dạp và cắt đứt then.
– Mòn và phá huỷ ren.
4.6.2. Phương pháp khắc phục
ở đây ta chỉ nghiên cứu phương pháp khắc phục dạng hỏng mòn mặt côn (còn cách khắc phục dạng hỏng như: Mòn và chèn dạp rãnh then, ở trục và lỗ; Chèn dạp và cắt đứt then; Mòn và phá huỷ ren tương tự như ổ các phần trước).
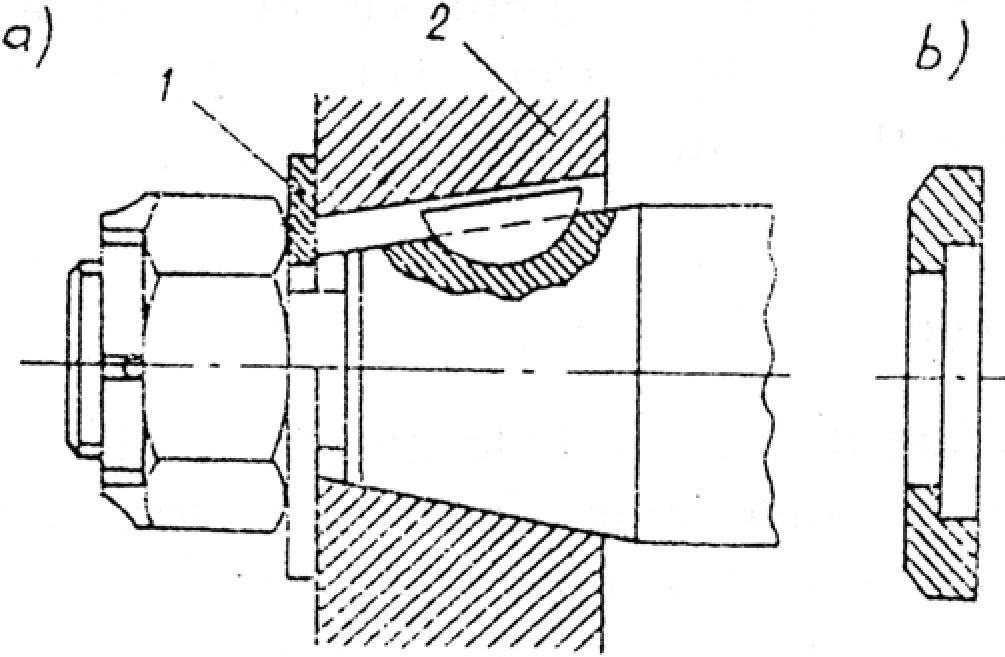
– Khi mối ghép bị lỏng vì bị mòm mặt côn, có thể khắc phục bằng cách cắt bớt mặt đầu phần côn trên trục (hình 4.5) để 1 tỳ được vào chi tiết 2 trên lắp.
| Hình 4.5: Sửa mối ghép trên ngõng côn |
– Khi không cho phép chi tiết dịch chuyển chiều trục, cần phục hổi các mặt côn với kích thước ban đầu tức là phải sửa cả lỗ và trục: lỗ được phục hổi băng cách lắp bạc sửa chữa, chổn hoặc hàn đắp gia công cơ: trục được mạ crôm hoặc hàn đắp hoặc gia công cơ, nếu mòn qua ta thay trục mới.

















{kind=link}