
Ứng dụng thứ hai, trong đó có thể sử dụng hàm bỏ qua block một cách hiệu quả, là lập trình theo nhóm đơn giản. Thuật ngữ lập trình theo nhóm có nghĩa là tình huống lập trình trong đó có thể có sự khác biệt nhỏ về thiết kế giữa hai hoặc nhiều sản phẩm. Sự khác biệt nhỏ giữa các chi tiết tương tự nhau thường cho phép sử dụng hàm bỏ qua block. Sự khác biệt nhỏ giữa các bản vẽ có thể được giải quyết trong một chương trình sử dụng hàm bỏ qua block. Hai ví dụ dưới đây sẽ minh họa các khả năng lập trình thay đổi quỹ đạo chạy dao. Trong một ví dụ, sẽ nhấn mạnh vị trí gia công được bỏ qua. Trong ví dụ thứ hai, sẽ nhấn mạnh sự thay đổi biên dạng gia công. Cả hai ví dụ đều dùng đơn vị hệ mét và minh họa nguyên công cắt rãnh đơn giản. Trong ví dụ về tiện, Hình 22.3 minh họa chi tiết cần gia công với chương trình O2203.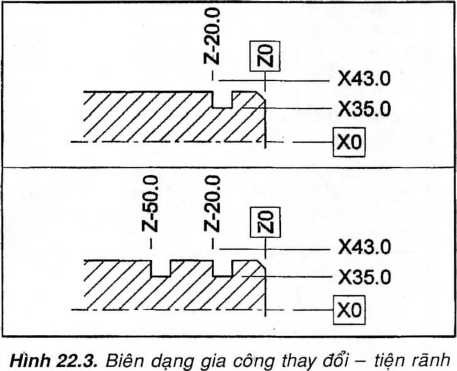
Hình trên minh họa kết quả với hàm bỏ qua block xác lập là ON, hình dưới là kết quả. với hàm bỏ qua block là OFF, sử dụng cùng một chương trình.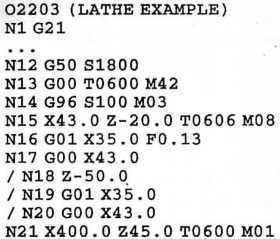
Chương trình O2203 là đơn giản cho hai chi tiết có các đặc tính tương tự nhau, chi tiết thứ nhất có một rãnh, chi tiết thứ hai có hai rãnh trên cùng đường kính. Trong ví dụ này, hai rãnh là đồng nhất, chúng có cùng chiều rộng và chiều sâu, được gia công với cùng một dao cắt. Sự khác biệt duy nhất giữa hai chi tiết là số rãnh và vị trí rãnh thứ hai. Sự gia công chi tiết này đòi hỏi xác lập hàm bỏ qua block là ON hoặc OFF, tùy theo rãnh được gia công.
Bạn hãy đánh giá các block quan trọng trong chương trình này. Block N15 là chuyển động dao ban đầu để đến vị trí khởi đầu của rãnh thứ nhất ở Z-20.0. Trong hai block kế tiếp, N16 và N17, rãnh sẽ được cắt và dao lùi ra ngoài đường kính. Ba block tiếp theo sẽ cắt rãnh thứ hai, nếu có yêu cầu. Đây là lý do để sử dụng mã bỏ qua block. Trong N18, dao di chuyển đến vị trí khởi đầu của rãnh 2 từ Z-50.0, trong block N19 rãnh được gia công. Trong N20, dao lùi ra khỏi rãnh đến vị trí chờ.
Ví dụ về nguyên công phay nêu trên Hình 22.4, cũng theo hệ mét, được biểu thị bằng chương trình O2204. Chương trình này cho phép gia công hai sơ đồ tương tự nhau có 4 lỗ như nhau trên cả hai chi tiết, còn chi tiết thứ hai không có hai lỗ. Đây là ví dụ tốt về chương trình các chi tiết tương tự nhau, sử dụng bỏ qua block.
Hình 22.4. Chương trình O2204 gia công các sơ đồ khác nhau, khoan lỗ trên máy phay – kết quả với sự bỏ qua block OFF (trên) và ON (dưới).
Cả hai biến thể của chương trình O2204 đều gia công sơ đồ với 6 và 4 lỗ. Hàm bỏ qua block được sử dụng để một chương trình có thể gia công cả hai sơ đồ lỗ. Phần trên của Hình 22.4 minh họa sơ đồ lỗ khi hàm bỏ qua block được xác lập OFF, phần dưới minh họa sơ đồ lỗ khi chế độ bỏ qua block có xác lập ON.
O2204 (MILLING EXAMPLE)
N1 G21
…
N16 G90 G00 G54 X30.0 125.0 M0a
N17 643 Z25.0 S1200 M03 H04
N18 G99 G81 R2.5 Z-4.0 F100.0 (HOLE 1)
N19 X105.0 (HOLE 2)
N20 Y75.0 (HOLE 3)
/ N21 X80.0 Y50.0 (HOLE 4)
/ N22 X55.0 (HOLE 5)
N23 G98 X30.0 Y75.0 (HOLE 6)
N24 G80 G28 X30.0 Y75.0 Z25.0
N25 M01
Các block N18 đến N20 sẽ khoan các lồ 1, 2 và 3. Lỗ 4 trong N21 và lỗ 5 trong N22 sẽ được khoan nếu hàm bỏ qua block là không hoạt động (OFF), nhưng sẽ không được gia công khi hàm bỏ qua block hoạt động (ON). Block N23 luôn luôn khoan lỗ số 6.
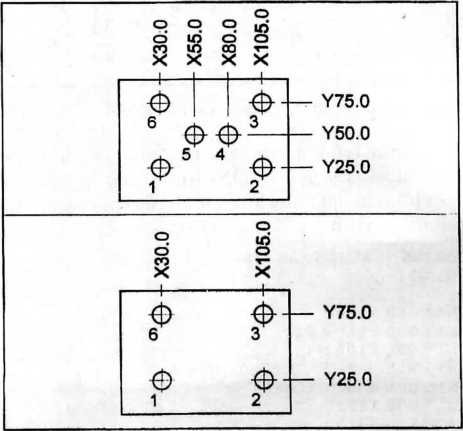
Biến thể của ứng dụng này là chương trình O2205. Ớ đây có năm vị trí lỗ, nhưng hàm bỏ qua block được dùng bèn trong một block để chỉ điều khiển vị trí Y của lỗi. Phần trên của Hình
là sơ đồ lỗ khi hàm bỏ qua block là OFF, còn phần dưới là sơ đồ lỗ khi hàm này là ON. Lỗ giữa sẽ có vị trí trục Z khác, tùy theo xác lập của hàm bỏ qua block tại máy công cụ.
Hình 22.5. Chương trình O2205 gia công các sơ đồ lỗ khác nhau. Kết quả của sự bỏ qua block OFF (trên) và ON (dưới)
O2205 (MILLING EXAMPLE)
N1 G21
…
N16 G90 G00 G54 X30.0 125.0 M08
N17 G43 Z25.0 S1200 M03 H04
N18 G99 G81 R2.5 Z-4.0 F100.0 (HOLE 1)
N19X105.0 (HOLE 2)
N20Y75.0 (HOLE 3)
N21 X67.0 / Y54.0 (HOLE 4)
N22 G98 X30.0 Y75.0 (HOLE 5)
N23 G80 G28 X30.0 Y75.0 Z25.0
N24 M01
LỖ 4 trong block N21 sẽ được khoan ở vị trí X67.0Y25.0, nếu chế độ bỏ qua block là ON. Địa chỉ Y54.0 trong block N21 sẽ không được xử lý. Nếu chế độ bỏ qua block là OFF, lỗ 4 sẽ được khoan ở tọa độ X67.0Y54.0. Trong trường hợp đó, vị trí Y75.0 từ block N20 sẽ bị bỏ qua. Để bảo đảm khoan đúng vị trí 5, cần viết lại tọa độ Y75.0 trong N22. Nếu không viết tọa độ này, Y54.0 từ block N22 sẽ được thực hiện trong chế độ OFF bỏ qua block.
Sử dụng tính năng bỏ qua block là cách đơn giản nhất để thiết kế nhóm các chỉ tiết tương tự nhau. Các ứng dụng bị giới hạn với hàm bỏ qua block, nhưng chúng cung cấp cơ sở cho kỹ thuật lập trình mạnh và tính sáng tạo logic.




















{kind=link}