
Các dụng cụ đo cầm tay như thước cặp, đồng hồ so hay đồng hồ đo chính xác được thiết kế theo dạng cơ với giá thành rẻ hoặc được bố trí trong các hệ thống đo điện tử.
■ Thước cặp
Thước cặp là dụng cụ đo rất thông dụng trong ngành kim khí vì dễ sử dụng để đo kích thước ngoài, trong và độ sâu (Hình 1).
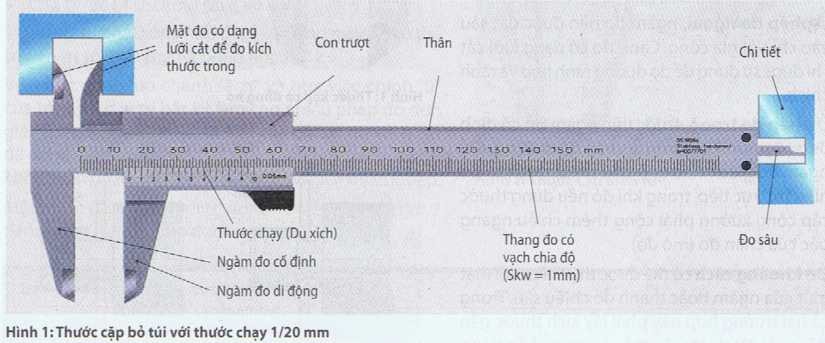
Thước cặp bò túi gồm có một thân với thang kẻ vạch chia milimét và một ngàm đo di động (con trượt) với một thước chạy (du xích, vecniê) (Hình 1). Khả năng đọc (kết quả đo) của thước chạy sinh ra từ sự khác biệt giữa độ phân chia chính trên thanh ray và độ phân chia của thước chạy.
Cho thước chạy với độ chia 1/20 mm, 39 mm được chia thành 20 phần (Hình 2). Qua đó cho ra trị số của thước chạy (Now) = 0,05 mm, là sự thay đổi nhỏ nhất của độ lớn đo có thể hiển thị được.
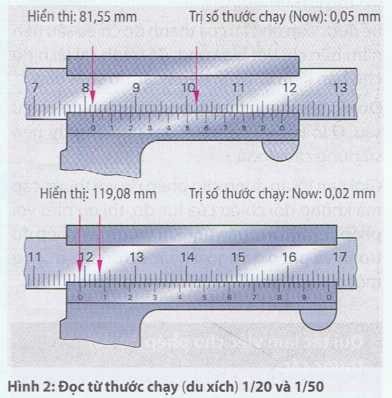
Thước chạy 1/50 đạt đến giới hạn nhìn rõ của mắt (Hình 2) . Điều này và trị số của thước chạy = 0,02 m m (1/50 mm) thường dẫn đến việc đọc sai.
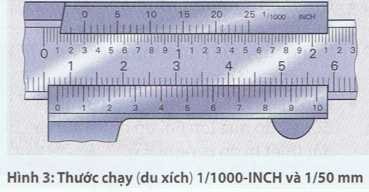
Thước chạy trong đơn vị Inch (1 in = 25,4 mm) có giá trị thước chạy =1/128 inch hay 0,001 inch (Hình 3).
Khi đọc người ta xem đường vạch ở số 0 của thước chạy là dấu phẩy (Hình 2). Bên trái của đường vạch này ta đọc trị số nguyên bằng milimét trên thang đo và tìm bên phải của nó đường vạch nào của thước chạy trùng một cách rõ ràng nhất với một đường vạch của thang số ở thanh ray. số lượng các khoảng cách của những vạch kẻ trên thước chạy cho biết trị sổ milimét sau dấu phẩy là 1/20 hay 1/50 thước chạy.
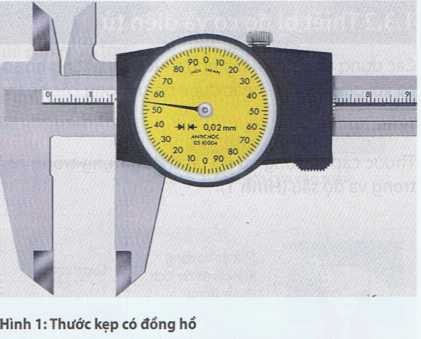
Thước cặp có đồng hồ biến chuyển động thẳng của phần trượt thành chuyển động tròn của kim chỉ (10:1 đến 50:1). Qua đó người ta có thể đọc nhanh và chắc chắn hơn số hiển thị so với thước chạy (Hình 1). Hiển thị thô của vị trí phần trượt tìm thấy trên thang vạch kẻ, hiển thị tinh trên thang đo tròn với giá trị chia của thang đo (độ chia) là 0,1 mm, 0,05 mm hoặc 0,02 mm.
■ Đo với thước cặp bỏ túi (Hình 2)
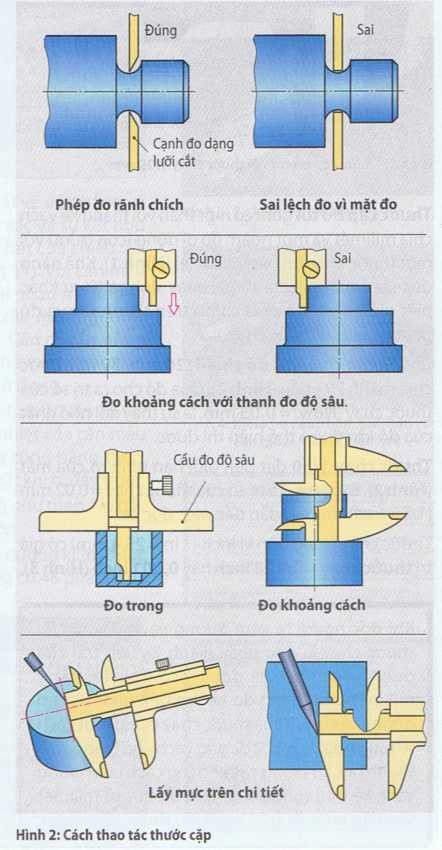
Ở phép đo ngoài, ngàm đo nên được đặt sâu vào chi tiết gia công. Cạnh đo có dạng lưỡi cắt chỉ được sử dụng để đo đường rãnh hẹp và rãnh chích.
Ở phép đo trong, trước tiên ngàm đo cố định được đặt vào lỗ, sau đó là chân đo di động. Khi ngàm đo giao nhau (mỏ chữ thập) thì trị số đo hiển thị trực tiếp, trong khi đó nếu dùng thước cặp công xưởng phải cộng thêm chiều ngang bậc của chân đo (mỏ đo)
Đo khoảng cách có thể được thực hiện với mặt mút của ngàm hoặc thanh đo chiều sâu.Trong cả hai trường hợp này phải lấy kích thước gần đúng rồi đặt thước cặp thẳng góc và thận trọng di chuyển con trượt.
Bể được làm nhỏ lại của thanh đo chiều sâu nên nằm bên chi tiết gia công, để tránh sai lệch do chỗ bán kính chuyển tiếp hoặc do chất bẩn.
Đo độ sâu được thực hiện với thanh đo chiều sâu. ở lỗ bậc và để tránh đặt nghiêng thì nên sử dụng cầu đo sâu.
Giới hạn lỗi áp dụng cho phép đo với thước cặp mà không đổi chiều của lực đo, thí dụ như với phép đo ngoài thuần túy. Khi thực hiện phép đo trong và phép đo ngoài hoặc đo độ sâu ở cùng một chi tiết gia công thì dung sai sẽ lớn hơn.
Qui tắc làm việc cho phép đo với thước cặp
- Mặt kiểm tra và mặt đo phải sạch sẽ và không có ba Via
- Nếu việc đọc kết quả ở vị trí đo gặp trở ngại, ta siết chặt ngàm di động với thang chạy của thước cặp cơ khí và lấy ra một cách cẩn thận.
- Nên tránh sai sổ vì ảnh hưởng của nhiệt độ, lực đo quá lớn (lỗi đổ nghiêng) và đặt thiết bị đo bị nghiêng.
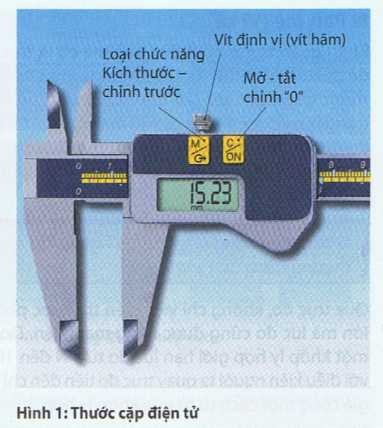
Thước cặp điện tử giúp đọc nhanh và không sai sót nhờ hiển thị với số lớn (Hình 1). Ngoài phép đo tuyệt đối trong toàn phạm vi đo có thể chọn phép đo chênh lệch và các chức năng khác:
- Mở/tắt và chỉnh “0” ở bất kỳ vị trí nào, có nghĩa là chỉnh cho hiển thị về 0,00 (C/ON)
- Chọn chức năng (M = phương thức), thí dụ chuyển đổi mm/inch, đo tuyệt đối hoặc đo chênh lệch (đo so sánh), khóa hiển thị số đo V…V.
- Cho trước trị số dung sai (O→)
Một thiết bị phát sóng nhỏ được gắn vào máy đo có thể truyền trị số đo bằng tia hồng ngoại.
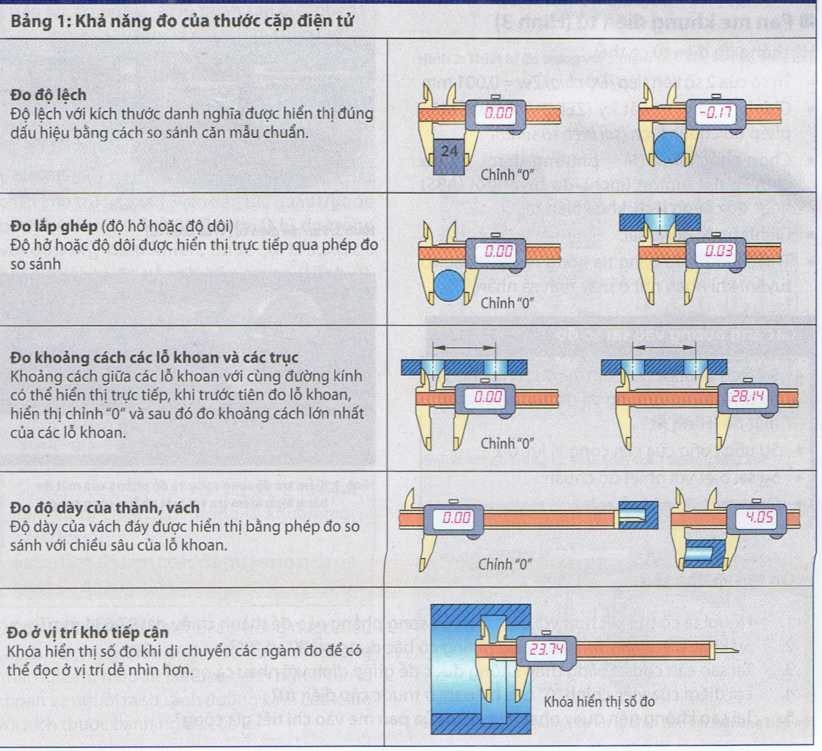
Với chức năng “đo chênh lệch” và qua việc chỉnh “0” của hiển thị ở vị trí bất kỳ làm cho nhiều phép đo đơn giản hơn (Bảng 1): sự khác biệt của độ lớn đo với trị số đã được định trước hoặc sự khác biệt giữa hai trị số đo không cần phải tính toán nữa mà được hiển thị trực tiếp. Một mạch điện tiết kiệm tự động và việc tắt máy sau 2 tiếng sẽ giữ cho bộ pin được nghỉ.
■ Pan me (Vi kế)
Phần quan trọng nhất của pan me cơ là trục đo đã được mài (Hình 1). Nó tượng trưng cho kích thước qua bước ren 0,5 mm. Khi thang đo hình trổng quay được 1 vạch của 50 đường chia, thì trục đo được đẩy đi 0,5 mm: 50 = 0,01 mm.Trị số 1/100 milimét có thể được đọc trên thang đo hình trống (Hình 2).
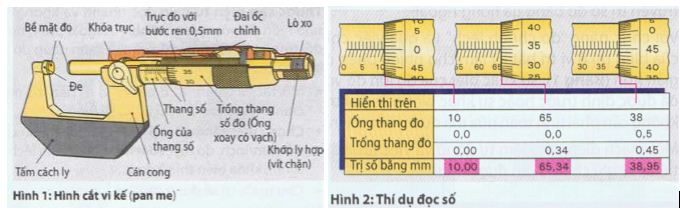
Ở pan me khung (Pan me đo ngoài), độ chia thường bằng 0,01 mm.
Qua trục đo, không chỉ việc hiển thị được phóng lớn mà lực đo cũng được nâng mạnh lên. Do đó một khớp ly hợp giới hạn lực đõ từ 5 N đến 10 N, với điều kiện người ta quay trục đo tiến đến chi tiết gia công một cách từ từ qua khớp ly hợp.
Phạm vi đo thường là: 0… 25 mm (cho vít đo cán cong điện tử 0… 30 mm), 25… 50 mm, 50… 75 mmđến 275… 300 mm.
■ Pan me khung điện tử (Hình 3)

Hệ thống đo điện tử có thể:
- Trị số của 2 số liên tiếp (Độ chia) Zw = 0,001 mm
- Chỉnh “0” ở vị trí bất kỳ (ZERO), để thực hiện phép đo chênh lệch (sai biệt, so sánh).
- Chọn chức năng (M = phương thức), thí dụ chuyển đổi mm/in (inch), đo tuyệt đối (ABS) hoặc đo chênh lệch, khóa hiển thị.
- Chỉnh trước dung sai.
Truyền trị số đo bằng tia hồng ngoại (hoặc vô tuyến) khi nhấn nút ở máy tính cá nhân.
Các ảnh hưởng về sai số đo
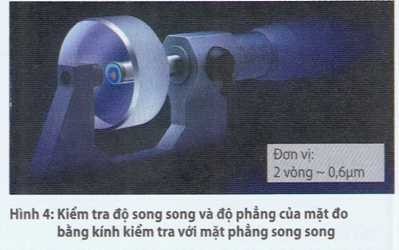
- Sai lệch về bước ren của trục đo cũng như sai lệch về độ song song và độ phẳng của các mặt đo (Hình 4)
- Sự uốn cong và cán cong vì lực đo
- Sự sai biệt với nhiệt độ chuẩn
- Quay trục đo quá nhanh
■ Dụng cụ đo trong
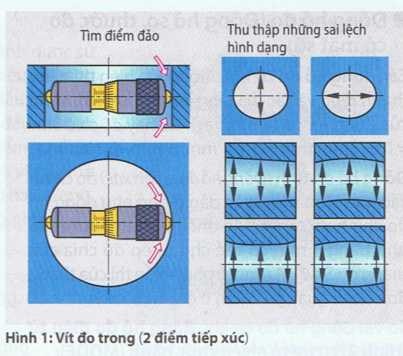
Pan me đo trong với 2 điểm tiếp xúc không thể tự điều chỉnh tâm của lỗ khoan (Hình 1). Do đó nó chỉ được sử dụng cho kích thước trong lớn và ưu tiên để nấm bắt sự sai lệch độ tròn của hình bầu dục (hình trái xoan).Trái lại sai biệt độ tròn của chi tiết có 3 vòng cung (như hình dày đều hay hình méo đều) bắt nguồn từ sự biến dạng trong mâm cặp 3 chấu (3 vấu) với 2 điểm tiếp xúc không chỉ ra sự khác biệt đường kính vì luôn luôn ta chỉ đo được đường kính trung bình.
Thiết bị đo trong với 2 điểm tiếp xúc và cẩu định tâm (câu chỉnh tâm) tự định tâm bằng cầu định tâm một cách tự động (Hình 2). Khi chỉnh hướng theo trục ngang phải di chuyển thiết bị đo qua lại như con lắc để tìm điểm đảo nơi kích thước nhỏ nhất.
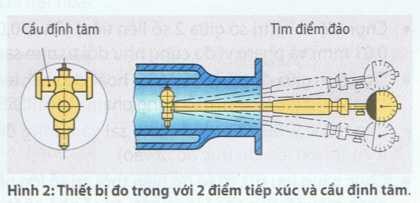
Thiết bị đo trong với 2 điểm tiếp xúc và cẩu định tâm đạt được sự chính xác cao khi đo lặp lại, có nghĩa là độ phân tán của phép đo nhỏ. Sự sai lệch độ đồng tâm cũng được hiển thị qua cẩu định tâm rộng Các thiết bị đo trong với 3 đường tiếp xúc của trục đo có lợi điểm là tự định tâm trong lỗ khoan và tự chỉnh hướng trục.
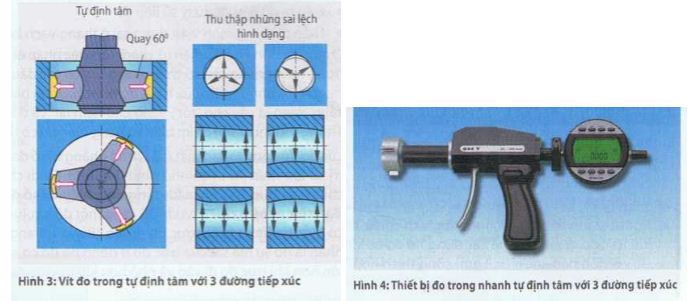
Vít đo trong tự định tâm đạt được vị trí chắc chắn cho trục đo sau 3 lần liên tục quay trục đo bằng bánh cóc (Hình 3). Các thiết bị đo trong với đòn bẩy điều khiển, được gọi là súng đo hoặc thiết bị đo nhanh bên trong (Hình 4), không cắn bánh cóc vì chốt (bu lông) đo luôn luôn được ấn vào thành lỗ khoan với cùng một lực đo. Bởi vì độ tin cậy của giá trị đo và sự đo nhanh, thiết bị đo này là lý tưởng cho việc kiểm tra hàng loạt trong sản xuất. Các đồng hồ đo cơ khí hoặc điện tử với độ chia bằng 1 um được xem là thiết bị có hiển thị thích hợp.
Sự tiếp xúc với 3 đường cho phép tự định tâm và tự chỉnh trục trong lỗ khoan một cách tối ưu.
Sự sai lệch độ tròn hoặc độ trụ tạo ra sự khác biệt của đường kính.
Để đo sự khác biệt, thiết bị đo trong được điểu chỉnh với vòng điều chỉnh đã được mài bóng (mài nghiền) theo kích thước danh nghĩa của lỗ khoan và người ta so sánh đường kính của lỗ đo với kích thước danh nghĩa của lỗ.
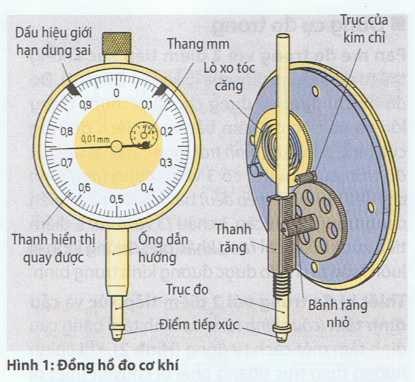
■ Đồng hồ đo (Đồng hồ so, thước đo có mặt số)
Các đồng hồ đo cơ khí phóng lớn hiển thị bằng thanh răng và các đĩa răng (Hình 1). Phạm vi đo của đồng hồ đo (với trị vạch đo hay độ chia Skw = 0,01 mm) thường là 1 mm, 5 mm và 10 mm. Đồng hồ đo tinh (Đồng hồ đo chính xác) đo chính xác hơn vì có hệ truyền dẫn giống như đồng hồ đo chính xác. Sai số đo nhỏ hơn và phạm vi đo nhỏ bằng 1 mm có thể cho phép độ chia của thang đo Skw =1 µm. Bộ phận hiển thị của thang đo có thể quay để chỉnh 0 ở vị trí bất kỳ.

So với đồng hồ đo cơ khí, đồng hồ đo điện tử (Hình 2) có thêm nhiều chức năng (MODE):
- Chọn độ chia (trị số giữa 2 số liên tiếp) (Zw = 0,001 mm hoặc 01 mm) và phạm vi đo cũng như đổi từ mm sang inch.
- Lựa chọn giữa đo tuyệt đối (ABS) hoặc đo khác biệt (DIFF) hoặc chỉnh”0″ ở bất kỳ vị trí nào trong phạm vi đo (RESET hoặc ZERO)
- Cho trước (PRESET) trị số dung sai và hướng đo (+ có nghĩa hiển thị lớn lên khi trục đo đi vào)
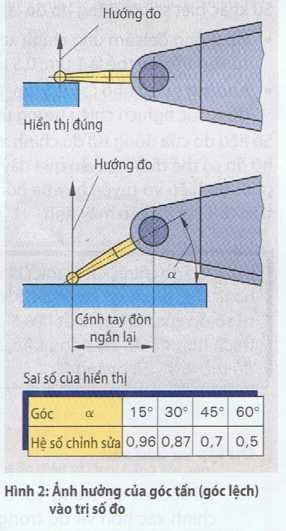
- Chức năng lưu trữ; trị số đo hiện thời, trị số lớn nhất, trị số nhỏ nhất, hiệu số giữa trị số lớn nhất-trị số nhỏ nhất, thí dụ ở kiểm tra độ đảo
- Đầu ra dữ liệu để xử lý sốliệu đo
- Hiển thị bằng hình vị trí dung sai ở thang vạch kẻ.
Ở một vài đồng hồ đo điện tử, thêm vào việc nhập những giới hạn dung sai người ta còn có thể chỉnh bằng cơ các dấu cho giới hạn dung sai (Hình 2). cấp của trị số đo được hiển thị bằng điôt chiếu sáng, xanh lá cây cho “tốt”, vàng cho “làm lại” và đỏ cho “bị loại”. Thông thường bảng phím bấm và bảng hiển thị có thể quay 270°.
Lúc đo độ đảo, độ đảo mặt đầu và độ phẳng trị sổ đo di động giữa trị số lớn nhất và trị số nhỏ nhất (Hình 3). Sự di chuyển ngược chiều của trục đo sinh ra khoảng đổi chiều trị số đo f (trị số đo độ rơ lúc nghịch chiều) vì khi đo cùng một độ lớn, lúc trục đo đi ra có hiển thị lớn hơn lúc trục đo đi vào. (Bảng 1, trang 12). Nguyên nhân là do sự ma sát của trục đo ở đồng hồ đo cơ khí lầm lực đo lớn hơn khi trục đo đi vào và nhỏ hơn khi trục đo đi ra.
- Khi đo độ đảo và độ đảo mặt đầu người ta cần các thiết bị đo với trị số đo độ rơ lúc nghịch chiều càng nhỏ càng tốt. Như thế đồng hồ đo điện tử (f =2 µm), đồng hồ đo tinh fu = 1 µm) và đồng hồ đo chính xác (f = 0,5 µm) là thích hợp.
- Có thể tránh trị số đo độ rơ lúc nghịch chiều, thí dụ chỉ đo khi trục đo đi ra. Như thế các đồng hồ đo cơ khí và thiết bị đo với đòn tiếp xúc fu= 3 um) cũng thích hợp.
- Trục đo không được tra dầu, không bôi mỡ.
■ Thiết bị đo với tay đòn tiếp xúc

Các thiết bị đo với đầu dò đòn bẩy là thiết bị đo so sánh được sử dụng rất đa dạng (Hình 1 ).Trị số đo độ rơ lúc nghịch chiều (khoảng đổi chiều trị số đo) bằng 3 1-im như đồng hồ đo. Mặc dù trị số đo độ rơ lúc nghịch chiều tương đối lớn, thiết bị đo với đầu dò đòn bẩy không thể thiếu được cho việc đo đạc trên bàn kiểm tra (bàn rà) cũng như đo sự sai lệch về hình dạng, địa điểm và vị trí. Nhờ sự đảo mạch tự động trong cơ cấu đo nên có thể đo ở hai hướng. Qua đó hướng di chuyển của kim chỉ luôn luôn giống nhau.
Ứng dụng
- Đo sự sai lệch: độ đảo, độ đảo mặt đầu, độ phẳng, độ song song và vị trí.
- Định tâm của trục hoặc lỗ khoan của chi tiết gia công.
- Chỉnh đúng độ song song hay vuông góc cho các chi tiết hoặc thiết bị phụ trợ đo đạc.
Nhờ đầu tiếp xúc có thể xoay được nên thiết bị đo với đầu dò đòn bẩy rất thích hợp cho phép đo ở các vị trí khó tiếp cận. Lực đo chỉ bằng khoảng 1/10 lực đo của đồng hô đo. Lực đo nhỏ có lợi khi đo những vật mà hình dạng không ổn định.
Hướng dẫn cách ứng dụng
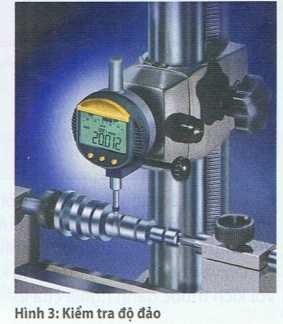
- Khi vị trí cùa đầu tiếp xúc song song với mặt kiểm tra thì trị số đo đúng, không cẩn chỉnh sửa (Hình 2).
- Khi vị trí không song song, chiều dài tác dụng của cánh tay đòn thay đổi. Tùy thuộc vào góc a, trị số hiển thị được chỉnh sửa (Hình 2).
Thí dụ: Góc tấn (góc lệch) a của đầu tiếp xúc ước lượng là 30°, như vậy hệ số chỉnh sửa là 0,87.Trị số hiển thị là 0,35 mm.
Trị số đo được chỉnh sửa = 0,35 mm.0,87 = 0,3 mm
■ Phép đo khác biệt (Phép đo chênh lệch)
Đồng hồ đo, thiết bị đo với tay đòn tiếp xúc và đồng hồ đo chính xácị thường được sử dụng để đo khác biệt vì chúng có phạm vi đonhỏ (Hình 3).
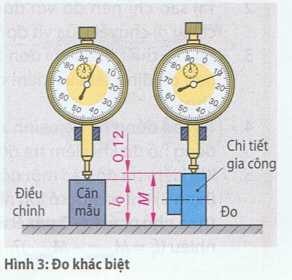
Đo khác biệt dựa vào sự so sánh độ lớn đo với kích thước danh nghĩa đã được đặt trước của nó.
Tương ứng với khoảng đo nhỏ ở phép đo khác biệt sai số hệ thống cũng số nhỏ.
Để đo khác biệt các thiết bị đo phải được điều chỉnh với căn mẫu hoặc với các chuẩn khác theo kích thước danh nghĩa của độ lớn đo được của chi tiết gia công. Sau khi chỉnh “0” của hiển thị thì lúc đo có thể đọc trực tiếp kích thước khác biệt so với kích thước danh nghĩa. Chỉnh “0” có thể thực hiện bằng thiết bị chỉnh tinh của chân đo, bằng cách nhấn nút cho đồng hồ đo điện tử và đồng hồ đo chính xác và bằng cách quay hiển thị thang đo cho đồng hồ đo cơ khí.
■ Đồng hồ đo chính xác
Đồng hồ đo chính xác cơ khí (calip mặt số chính xác) thích hợp với công việc đo đạc với độ chính xác mà các đồng hồ đo bình thường không đạt được. Phần lớn nó có độ chia là 1 um.
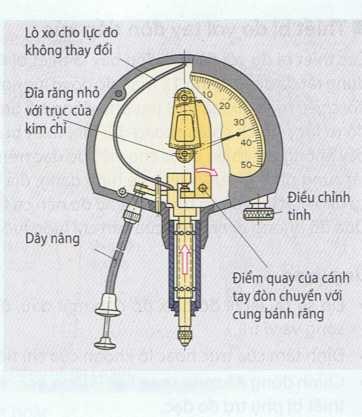
Cách thức truyền dẫn tốt hơn của đồng hồ đo chính xác đối với với đồng hồ so (shore) trước hết là nhờ ở phần bánh xe răng chính xác (là cánh tay đòn truyền dẫn chuyển động) và nhờ qua ổ bi của trục đo (Hình 1). Qua đó kim chỉ số không xoay được nguyên vòng tròn, nhưng khoảng đảo ngược trị số đo (trị số đo độ rơ lúc nghịch chiều) có thể nhỏ. Phạm vi đo thường là 50 µm hoặc 100 µm.
Hình 1: Đồng hồ đo chính xác cơ khí
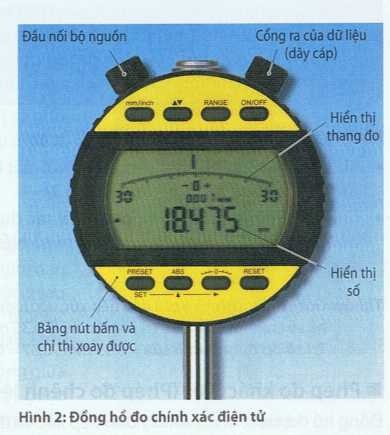
Đồng hồ đo chính xác điện tử (Hình 2) có cùng những chức năng đo (MODE) như đồng hồ đo điện tử (Hình 2, trang 26).

Sự khác biệt so với đồng hồ đo là:
- Hệ thống đo cảm ứng chính xác hơn, trị số giữa 2 số liên tiếp có thể là 1 µm, 0,5 µm hay 0,2 µm
- Khoảng sai số nhỏ f = 0,6 µm (0,3 µm) và trị số đo độ rơ lúc nghịch chiều tương ứng f < 0,5 µm
Số liệu đo của đồng hồ đo chính xác điện tử và đồng hồ đo có thể được truyền qua dây cáp hoặc qua máy phát tín hiệu vô tuyến hay tia hồng ngoại được gắn trên thiết bị đo vào máy tính.
Đồng hồ đo chính xác là thiết bị đo cầm tay cơ khí hoặc điện tử chính xác nhất. Khoảng đảo ngược trị số đo của nó lớn nhất là 0,5 µm. Do đó nó rất thích hợp để đo độ đồng tâm, độ đảo mặt đầu, độ thẳng và độ phẳng.

















{kind=link}