
Ứng dụng kế tiếp của hàm bỏ qua block là cung cấp cho người vận hành máy phương tiện để đo chi tiết trước khi gia công tinh hoặc gia công hoàn tất. Do sự không hoàn thiện kích thước của dao cắt kết hợp với các yếu tố khác, chi tiết hoàn tất có thể hơi lệch ra ngoài khoảng dung sai cho phép.
Phương pháp dưới đây rất hữu ích để lập trình các chi tiết đòi hỏi dung sai rất cao. Đây còn là phương pháp hữu dụng cho các chi tiết có hình dạng khó đo đạc sau khi hoàn tất gia công, ví dụ các dạng cong. Phương pháp này còn được dùng cho các chi tiết khi thời gian chu kỳ của từng dụng cụ cắt tương đối dài và mọi giá trị bù dao cần được tinh chỉnh trước khi gia công sản xuất thực sự.
Phương pháp lập trình này rất hiệu quả, có khả năng loại bỏ sự cắt lại, tăng độ bóng bề mặt và giám hoặc tránh tạo ra phế phẩm. Trong các trường hợp đó, bạn có thể dùng phương pháp lập trình cắt gọt thử sử dụng hàm bỏ qua block. Xác lập chế độ bỏ qua block là OFF, người vận hành máy kiểm tra kích thước gia công thử, điều chỉnh các giá trị bù, nếu cần thiết, và tiếp tục gia công với xác lập bỏ qua block là ON.
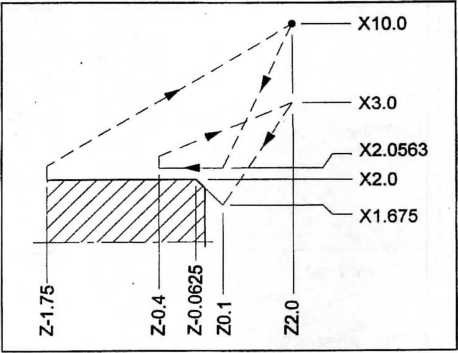
Các khái niệm được dùng trong ví dụ O2206 có thể áp dụng cho cả tiện và phay (Hình 22.6).
Hình 22.6. Áp dụng cắt gọt thủ để đo trên máy tiện, chương trình O2206.
O02206
(TRIAL CUT – LATHE)
N1 G20
N10 G50 S1400
N11 G00 T0600 M43
N12 G96 S600 M03
/ N13 G42 X2.0563 Z0.l T0606 M08
/ N14 G0 1 Z-0.4 F0.008
/ N15 X2.3 F0.03
/ N16 G00 G40 X3.0 Z2.0 T0600 M00
/ (TRIAL DI A IS 2.0563 INCHES)
/ N17 G96 S600 M03
N18 G00 G42 xl.67 5 Z0.l TO606 M08
N19 G01 X2.0 Z-0.0625 F0.007
N20 Z-1.75
N21 X3.5 F0.01
N22 G00 G40 X10.0 Z2.0 T0600
N23 M01
Khi chương trình O2206 được xử lý với xác lập OFF bỏ qua block, mọi block đều được thực thi gồm cả cắt gọt thử và gia công biên dạng hoàn tất. Với xác lập ON bỏ qua block, sẽ không có cắt gọt thử. Trong trường hợp đó, mọi lệnh đều được bảo toàn bằng cách lặp lại (N18 và N19). Sự lặp lại này là cốt lõi để xử lý thành công trong cả hai chế độ của hàm bỏ qua block. Hàm M00 trong N16 luôn luôn dừng máy để có thể kiểm tra kích thước.
Sự lựa chọn đường kính cắt thử là 2.0563 trong ví dụ này có thể còn chưa rõ,. Logic ở đây là gì? Đường kính cắt thử có thể là giá trị khác, chẳng hạn 2.05. Điều đó sẽ đế’ lại lương dư 0.025 trên cả hai phía để gia công hoàn tất. Trong thực tế hoàn toàn có thể lựa chọn gia công đường kính khác. Số có 4 chữ số thập phân được chọn chỉ với một lý do, thử thách tâm lý người vận hành duy trì các xác lập bù chính xác. Các nhà lập trình hoàn toàn có thể chọn số có ba hoặc hai chữ số thập phân, tùy theo sở thích.
Trong ví dụ kế tiếp, sự cắt gọt thử sẽ được lập trình trước khi cắt gọt thực, nhưng với lý do khác (Hình 22.7).
Hình 22.7. cắt gọt thử để tiện côn – chương trình O2207.
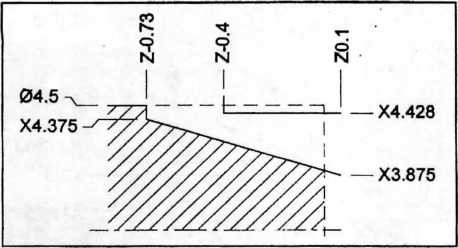
Trong chương trình O2207, hình dạng hoàn tất của chi tiết gia công là hình côn, hơi khó đo đạc sau khi gia công. Điều chỉnh bù dao theophương pháp thử và sai không phải là giải pháp hợp lý. Lập trình cắt gọt thử cho một phần phôi, dọc theo đường kính thẳng, cho phép người vận hành kiểm tra kích thước cắt thử một cách thuận tiện và điều chỉnh sự bù dao trước khi tiện mặt côn.
O2207
(TRIAL CUT FOR TAPER – ONE TOOL)
N1 G20 G99 640
N2 G50 S1750 T0200 M42
N3 G96 S500 M03
/ N4 G00 G42 X4.428 Z0.l T0202 M08
/ N5 G01 Z-0.4 F0.008
/ N6 U0.2 F0.03
/ N7 G00 G40 X10.0 Z5.0 T0200 M00
/ (TRIAL CUT DIA IS 4.428 INCHES)
/ N8 G96 S500 M03
N9 G00 642 X4 .6 Z0.1 T0202 M08
N10 G71 P11 Q13 U0.06 W0.005 D1500 F0.01
N11 G00 X3.875
N12 G01 X4.37 5 Z-0.73 F0.008
N13 X4.6 F0.012
N14 S550 M43
N15 G70 P11 Q13
N16 G00 G40 X10.0 Z5.0 T0200 M01
Chương trình O2207 minh họa tình huống chung, một dao được dùng cho cả cắt thô và cắt tinh, cho thấy phương pháp logic sử dụng hàm bỏ qua block ở dạng đơn giản. Trong hầu hết các ứng dụng, có thể cần các dao riêng để cắt thô và cắt tinh, tùy theo độ chính xác yêu cầu. Khi sử dụng hai dao, kích thước cắt thử đối với gia công tinh thường quan trọng hơn so với dao cắt thô. Trong chương trình O2208 hàm bỏ qua block được minh họa sử dụng hai dao cắt – T02 để cắt thô, T04 để cắt tinh, sử dụng lại Hình 22.7.
O2208
(TRIAL CUT FOR TAPER – TWO TOOLS)
Nl G20 G99 640
N2 G50 S1750 T0200 M42
N3 G96 S500 M03
/ N4 G00 642 X4.46 Z0.l T0202 M08
/ N5 G0 1 Z-0.4 F0.008
/ N6 U0. 2 F0.03
/ N7 G00 G40 X10.0 Z5 .0 T0200 M0O
/ (T02 TRIAL CUT DIA IS 4 . 46 INCHES)
/ N8 G50 S1750 T0400 M43
/ N9 G96 S550 M03
/ N10 600 642 X4 .428 Z0.1 T0404 M08
/ N11 G01 Z-0.4 F0.008
/ N12 U0.2 F0.03
/ N13 C00 G40 X10.0 Z5.0 T0400 M00
/ (T04 TRIAL CUT DIA IS 4.428 INCHES)
/ N14 G50 S17 50 T0200 M42
/ N15 G96 S500 M03
N16 G00 G42 X4.6 Z0.1 T0202 M08
N17 G71 P18 Q20 U0.06 W0.005 D1500 F0.01
N18 G00 X3.875
N19 G01 X4.375 Z-0.73 F0.008
N20 X4.6 F0.012
N21 G00 G40 X10.0 Z5.0 T0200 M01
N22 G50 S1750 T0400 M43
N23 G96 S550 M03
N24 G00 G42 X122.0 Z3.0 T0404 M08
N25 G70 P18 Q20
N26 G00 G40 X10.0 Z5.0 T0400 M09
N27 M30
%
Ví dụ O2208 có thể tiếp tục cải tiến, ví dụ, bằng cách gộp sự điều khiển mặt côn theo chiều rộng. Lập trình cắt gọt thử là rất hữu ích nhưng là kỹ thuật ít được chú ý, dù có nhiều ứng dụng thực tiễn.




















{kind=link}