
Kết nối ép xảy ra khi cơ phận (chi tiết) có kích thước dôi (quá khổ) giữa các mặt ghép. Qua lực ép xuất hiện, lực và momen quay có thể được truyền không cẩn thêm cấu kiện cơ phận kết nối.
Kết nối ép truyền lực và mô men quay qua dạng ma sát.
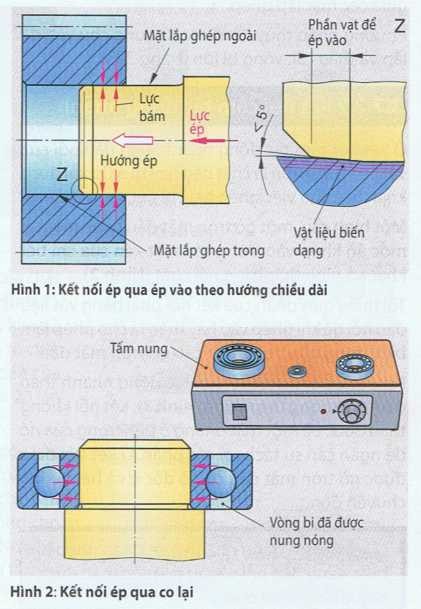
Kết nối ép bằng cách ép vào theo hướng chiều dài
ở kết nối ép, các chi tiết được ghép nhờ một máy ép vào theo hướng chiều dài (Hình 1). Phẩn chi tiết trong nên vạt từ 2 đến 5 mm dài với một góc tối đa 5°, vì lúc ép vào cạnh sắc chi tiết trong là các đỉnh nhấp nhô của bề mặt lỗ bị cào xước và như vậy sẽ làm tăng đường kính lỗ và giảm lực bám.

Thoa dẩu bề mặt ghép trước khi ép vào ngăn chận sự làm mòn của chi tiết.
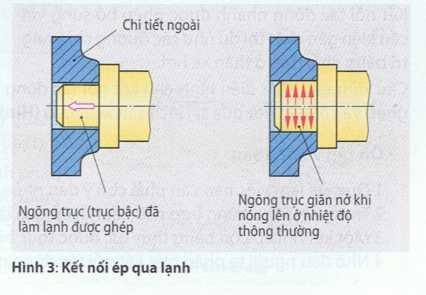
Kết nối ép qua nhiệt (co lại)
Trước khi ghép bằng kết nối ép, chi tiết ở ngoài được nung nóng và đẩy vào chi tiết trong. Lúc để nguội kết nổi ép hình thành qua sự co lại của phẩn ngoài chi tiết (Hình 2).
Việc thu nhỏ kích thước lúc làm nguội của một chi tiết với những mặt ghép kín trong đã được nung nóng trước gọi là sự co lại.
Để nung nóng người ta sử dụng thiết bị nung bằng cảm ứng, bể dầu và mỏ hàn xì.
Quy tắc làm việc
Phải tuân thủ đúng nhiệt độ nung nóng đă được quy định trước để tránh việc thay đổi cấu trúc tinh thể của vật liệu.
Chi tiết lớn, cổng kềnh phải nung cho đều, nếu không sẽ bị cong vênh (lệch, méo).
Chi tiết nhạy cảm với nhiệt nhưcác đệm kín phải được tháo ra trước khi nung.
Kết nối ép qua làm lạnh (giãn nở)
Trong trường hợp chi tiết ngoài không thể nung nóng được vì hình dạng và kích thước lớn hay vì cấu trúc tinh thể thay đổi, người ta làm lạnh chi tiết trong (trục) đến khi nào nó được ghép dễ dàng vào chi tiết ngoài (lỗ) (Hình 3).
Chất làm lạnh là đá lạnh khô (carbon dioxit rắn đến -79°C) và ni tơ lỏng (đến -190°C). Lúc làm nóng trở lại chi tiết trong nở ra và hình thành kết nối ép với chi tiết ở ngoài. Phải chú ý đến quy định về phòng ngừa tai nạn lao động khi làm việc với các chất làm lạnh.
Việc tăng kích thước qua nung nóng một chi tiết với những mặt lắp ghép được làm lạnh trước đó gọi là sự giãn nở.




















{kind=link}